Narz dzia dla podcinania i toczenia poprzecznego, 4 dane o narzdziach – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 421
HEIDENHAIN MANUALplus 4110
421
7.4 Dane o narzdziach
Narz dzia dla podcinania i toczenia
poprzecznego
Wybór „narz dzi dla podcinania“
Parametry narz dzia
X wymiar nastawczy w X
Z wymiar nastawczy w Z
R Promień ostrza
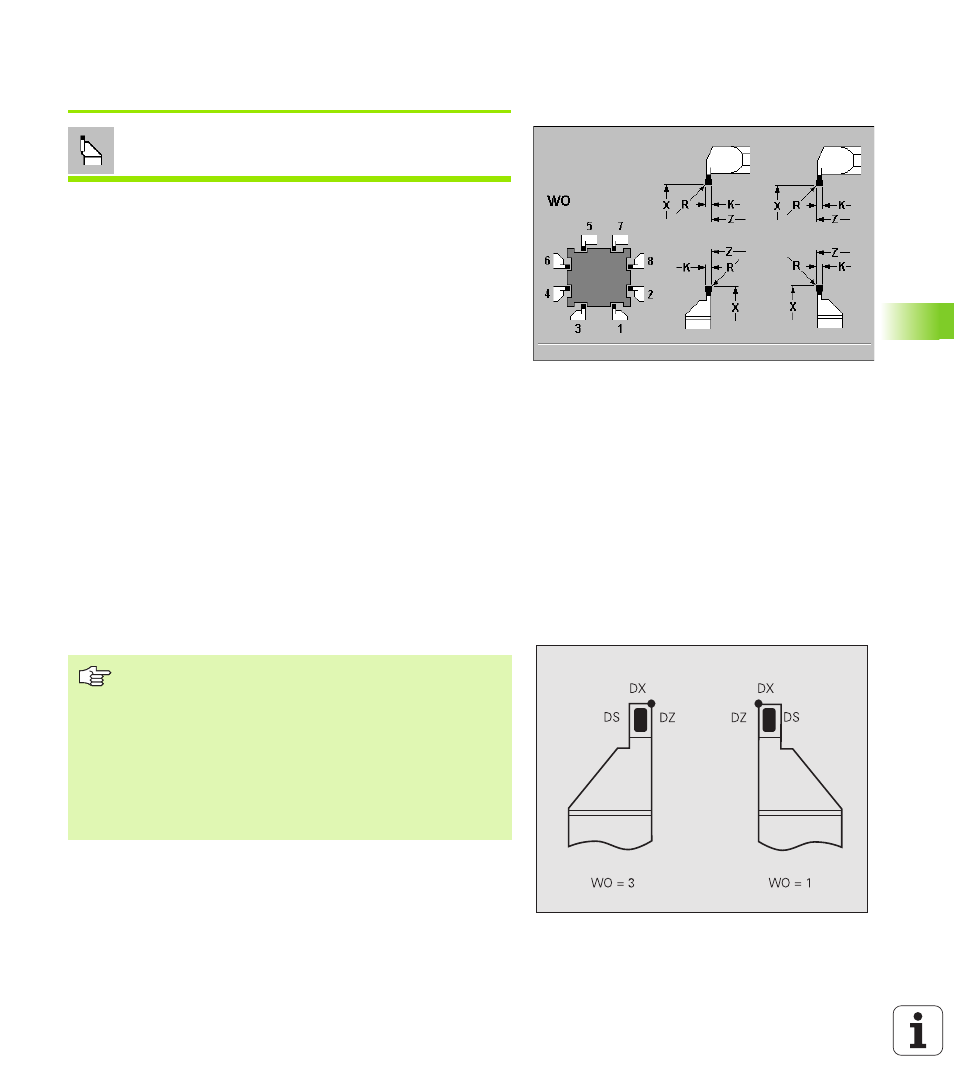
WO orientacja wrzeciona: Cyfra oznaczeniowa patrz rysunek
pomocniczy
K Szerokość ostrza
DX korekcja zużycia w X: zakres: –100mm < DX < 100mm
DZ korekcja zużycia w Z: zakres: –100mm < DZ < 100mm
DS Specjalna korekcja: zakres: –100mm < DS < 100mm
Q tekst narz dzia: Referencja do tekstu o narz dziach
MD kierunek obrotu – default: nie zadany
3: M3
4: M4
TS szybkość skrawania/pr dkość obrotowa:default: nie
zadana
TF posuw default: nie zadana
PT okres trwałości – default: nie zadana
RT: Pole wyświetlania pozostałego okresu trwałości
PZ liczba sztuk – default: nie zadana
RZ: Pole wyświetlania pozostałej do wykonania ilości sztuk
Położenie punktu odniesienia (bazy) określamy w
przypadku noży do toczenia poprzecznego przy
pomocy „orientacji narz dzia WO”.
Przy pomocy „DX, DZ” zostaje kompensowane zużycie
na przylegaj cych do punktu bazowego bokach ostrza.
„DS“ kompensuje zużycie trzeciej strony ostrza (patrz
rysunek po prawej).
„Szerokość ostrza K“ zostaje wykorzystywana, jeśli w
cyklu toczenia poprzecznego nie zostaj podawane
odpowiednie parametry.