4 cykle skrawania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 116
Advertising
116
4 Programowanie cykli
4.4 Cykle skrawania
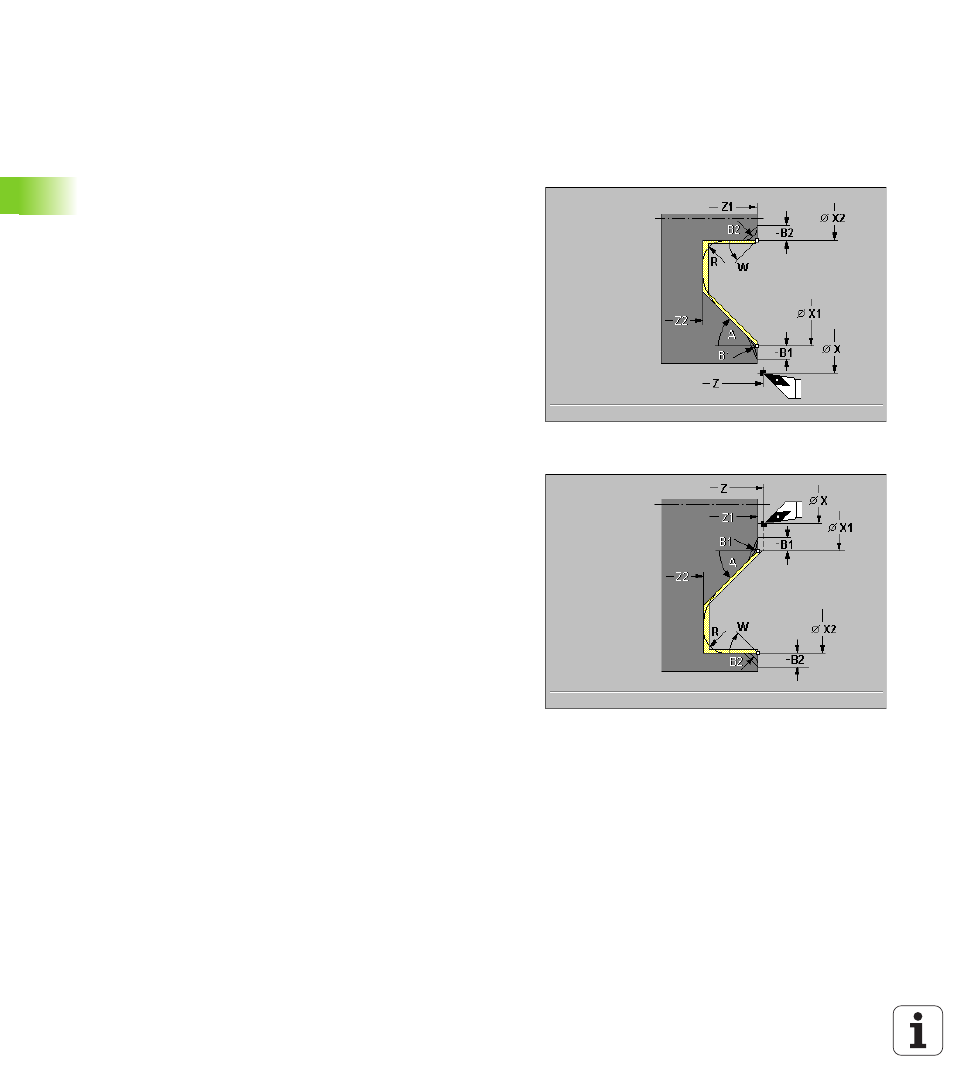
B1, B2 fazka/zaokr glenie (B1 pocz tek konturu, B2 koniec
konturu)
B>0: promień zaokr glenia
B<0: szerokość fazki
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Przy pomocy nast puj cych wybieralnych parametrów operator
definiuje:
W:
powierzchnia ukośna na końcu konturu
R:
zaokr glenie (w obydwu narożach doliny konturu)
B1:
fazka/zaokr glenie na pocz tku konturu
B2:
fazka/zaokr glenie na końcu konturu
Wykonanie cyklu
1
przemieszcza si równolegle do osi od „X, Z“ do punktu
pocz tkowego X1, Z1“.
2
obrabia na gotowo zdefiniowany fragment konturu przy
uwzgl dnieniu wybieralnych elementów konturu
Advertising