Icp toczenie poprzeczne radialnie/osiowo, 5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 152
152
4 Programowanie cykli
4.5 Cykle toczenia poprzecznego
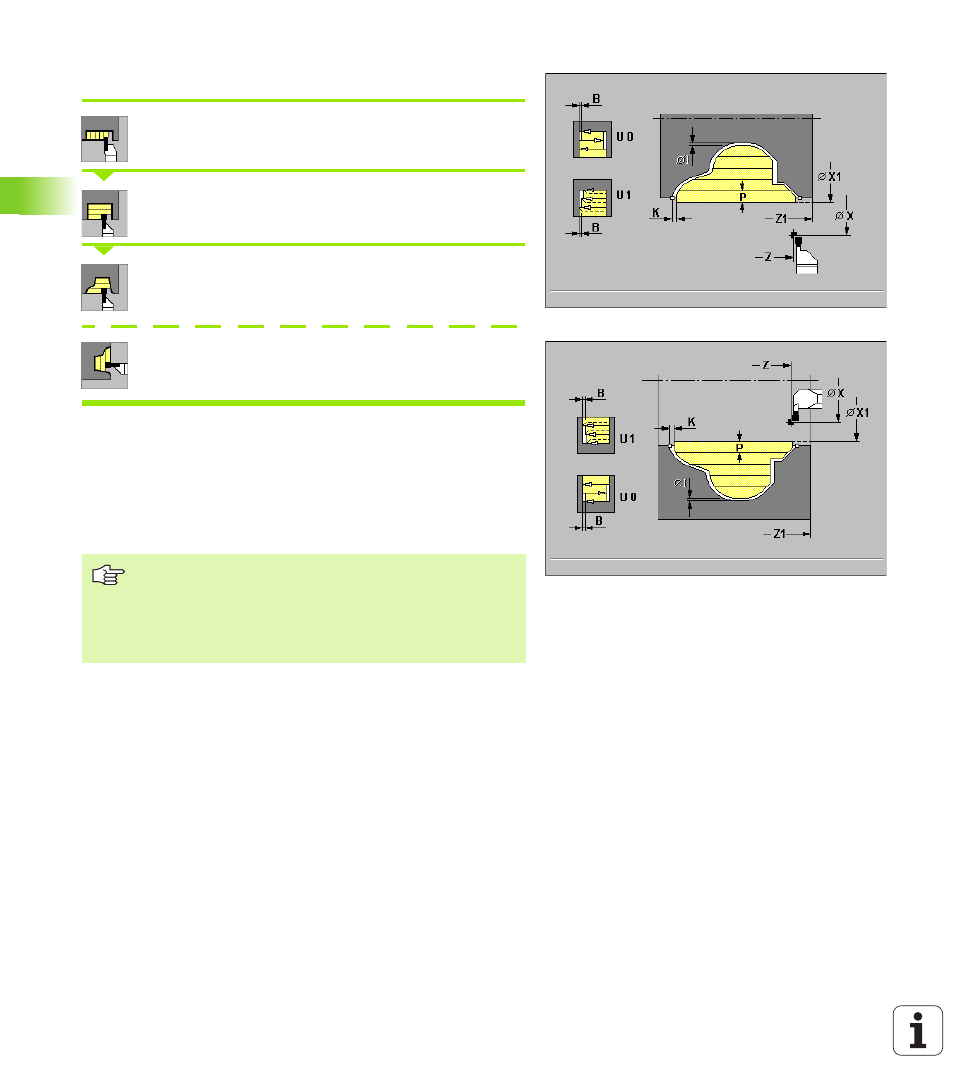
ICP toczenie poprzeczne radialnie/osiowo
Wybór „cykli toczenia poprzecznego”
Wybrać „toczenie poprzeczne”
„Toczenie poprzeczne radialnie ICP” (ilustracje po
prawej)
„Toczenie poprzeczne osiowo ICP“ wybrać
(ilustracje na nast pnej stronie)
Cykl skrawa przy uwzgl dnieniu naddatków przy:
opadaj cych konturach: opisanym poprzez „X, Z“ i kontur ICP
obszarze
rosn cych konturach: opisanym poprzez „X1, Z1“ i kontur ICP
obszarze
Patrz także “Toczenie poprzeczne“ na stronie 143.
Parametry cyklu
Punkt startu X, Z
X1, Z1 punkt pocz tkowy półwyrobu
P gł bokość wci cia: maksymalna gł bokość wci cia
O posuw podcinania – domyślnie: aktywny posuw
B szerokość wzajemnego przesuni cia – default: 0
U obróbka toczeniem jednokierunkowa – default: 0
U=0: dwukierunkowo
U=1: jednokierunkowo (kierunek: patrz rysunek pomocniczy)
I, K naddatek X, Z
N ICP numer konturu
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Operator definiuje przy
opadaj cych konturach: tylko „punkt startu X,Z“ – a
nie „punkt pocz tkowy konturu X1, Z1”
rosn cych konturach: „punkt startu X,Z“ i „punkt
pocz tkowy konturu X1, Z1”