5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 154
154
4 Programowanie cykli
4.5 Cykle toczenia poprzecznego
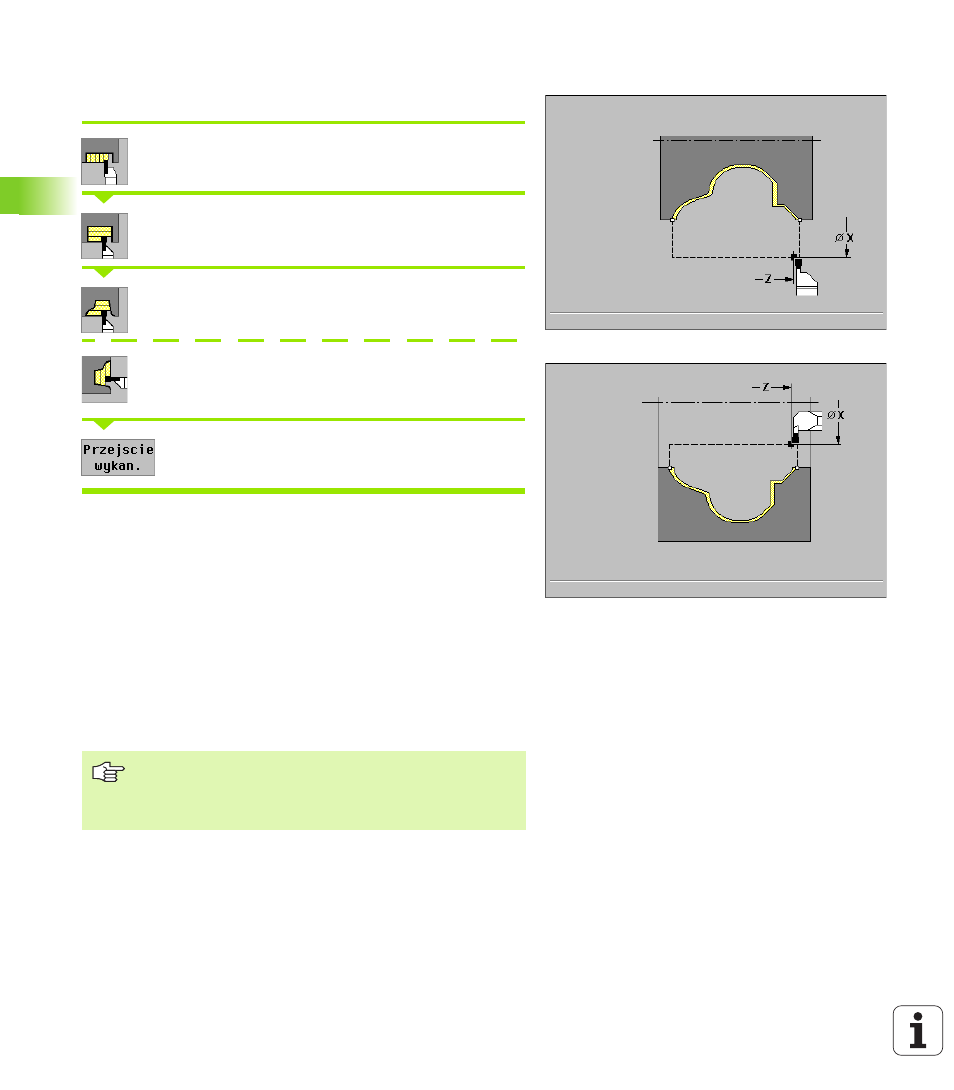
ICP toczenie poprzeczne radialnie/osiowo
obróbka na gotowo
Wybór „cykli toczenia poprzecznego”
Wybrać „toczenie poprzeczne”
„Toczenie poprzeczne radialnie ICP“ (ilustracje po
prawej u góry i na środku)
„Toczenie poprzeczne osiowo ICP“ wybrać
(ilustracje po prawej u dołu)
Przejście wykańczaj ce wł czyć
Cykl obrabia na gotowo opisany w ICP konturze fragment konturu
(patrz także “Toczenie poprzeczne“ na stronie 143). Narz dzie
przemieszcza si na końcu cyklu do punktu startu.
Parametry cyklu
Punkt startu X, Z
Korekcja gł bokości toczenia RB:
I, K naddatek półwyrobu X, Z
N ICP numer konturu
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Przy pomocy „naddatków półwyrobu I, K” definiujemy
materiał, skrawany przy cyklu obróbki wykańczaj cej.
Dlatego też należy koniecznie podać naddatki przy
obróbce wykańczaj cej toczenia poprzecznego.