Przykłady cykli wiercenia, 7 cykle wier cenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 199
HEIDENHAIN MANUALplus 4110
199
4.7 Cykle wier
cenia
Przykłady cykli wiercenia
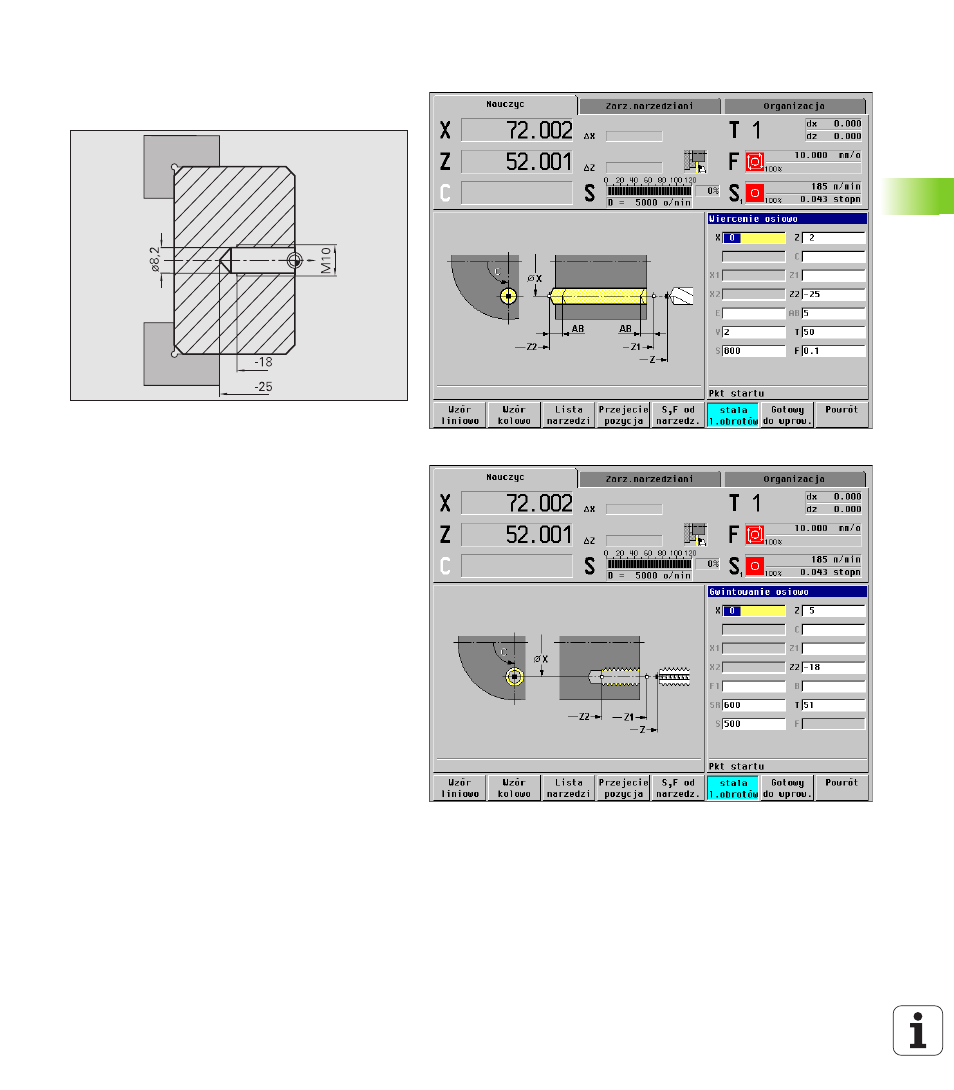
Centryczne wiercenie i gwintowanie
Obróbka zostaje wykonana dwoma etapami.
„Wiercenie osiowo” wytwarza odwiert, „gwintowanie
osiowo” gwint.
Wiertło zostaje pozycjonowane z odst pem
bezpieczeństwa przed obrabianym przedmiotem
(„punkt startu X, Z”). Dlatego też „punkt pocz tkowy
odwiertu Z1” nie zostaje zaprogramowany. Dla
nawiercania zostaje w parametrach „AB” i „V”
zaprogramowane redukowanie posuwu (ilustracja
po prawej u góry).
Skok gwintu nie jest zaprogramowany. MANUALplus
pracuje ze skokiem gwintu narz dzia. Przy pomocy
„pr dkości obrotowej powrotu SR” zostaje
osi gni ty szybki powrót narz dzia (ilustracja po
prawej u dołu).
Dane o narz dziach (wiertło)
WO = 8 – orientacja narz dzia
I = 8,2 – średnica wiercenia
B = 118 – k t wierzchołkowy
H = 0 – narz dzie nie jest nap dzane
Dane o narz dziach (gwintownik)
WO = 8 – orientacja narz dzia
I = 10 – średnica gwintu M10
F = 1,5 – skok gwintu
H = 0 – narz dzie nie jest nap dzane