5 dane o narz dziach – dodatkowe parametry, Nap dzane narz dzie, Kierunek obrotu – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 426: Dane skrawania
426
7 Tryb pracy Zarz dzanie narz dziami
7.5 Dane o narzdziach – dodatkowe parametry
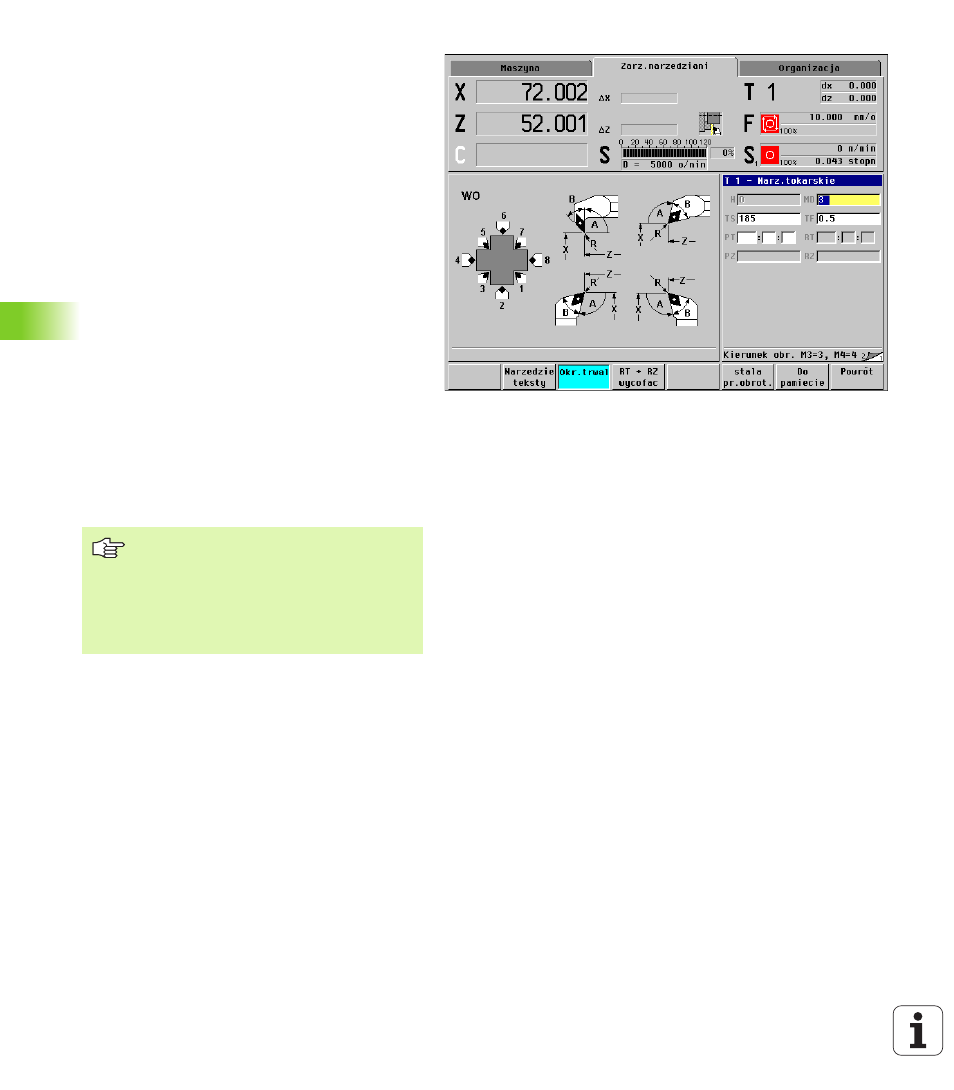
7.5 Dane o narz dziach –
dodatkowe parametry
Drugie okno wprowadzenia zarz dza danymi
kierunku obrotu, danymi skrawania, danymi o
okresie trwałości narz dzia, itd.
Przechodzmy z „strona w przód/strona w tył”
pomi dzy oknami wprowadzenia.
Nap dzane narz dzie
W „Narz nap dzane” określamy dla wierteł i
gwintowników, czy zostaj generowane polecenia
przeł czenia dla wrzeciona głównego lub dla
nap dzanego narz dzia. Narz dzia frezarskie
obowi zuj zawsze jako „nap dzane narz dzia”.
Kierunek obrotu
Jeśli kierunek obrotu jest zdefiniowany, to w
przypadku cykli, wykorzystuj cych to narz dzie,
zostaje generowane polecenie przeł czenia (M3 lub
M4) dla wrzeciona głównego, albo w przypadku
nap dzanych narz dzi dla wrzeciona
pomocniczego.
Dane skrawania
Dane skrawania
Parametry „pr dkość skrawania TS“ i „posuw TF“
zostaj przej te jako parametry cyklu lub dane
maszynowe, jeśli operator S, F narz dzia naciśnie.
W przypadku pr dkości obrotowej wrzeciona
wybieramy pomi dzy „stał pr dkości obrotow
wrzeciona” i „stał pr dkości skrawania”.
Nastawienie, zadane w parametrach narz dzi,
zostaje później przy S, F narz dzia przej te.
W przypadku nap dzanego narz dzia obowi zuj
dane skrawania dla wrzeciona dodatkowego.
Zależy od PLC Software danej maszyny,
czy te generowane polecenia
przeł czenia zostaj uwzgl dniane. Jeśli
PLC nie wykonuje poleceń przeł czenia,
to nie powinny te parametry zostać
zapisane. Prosz zaczerpn ć informacji z
dokumentacji maszyny.