Api gwint, 6 cykle gwintowania i podcinania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 170
170
4 Programowanie cykli
4.6 Cykle gwintowania i podcinania
API gwint
Wybór „nacinania gwintu“
„API gwint“ wybrać
Softkey gwint wewn trzny
On: gwint wewn trzny
Off: gwint zewn trzny
Cykl wytwarza jednozwojowy lub wielozwojowy gwint API zewn trzny
albo wewn trzny. Gł bokość gwintu zmniejsza si przy wybiegu
gwintu.
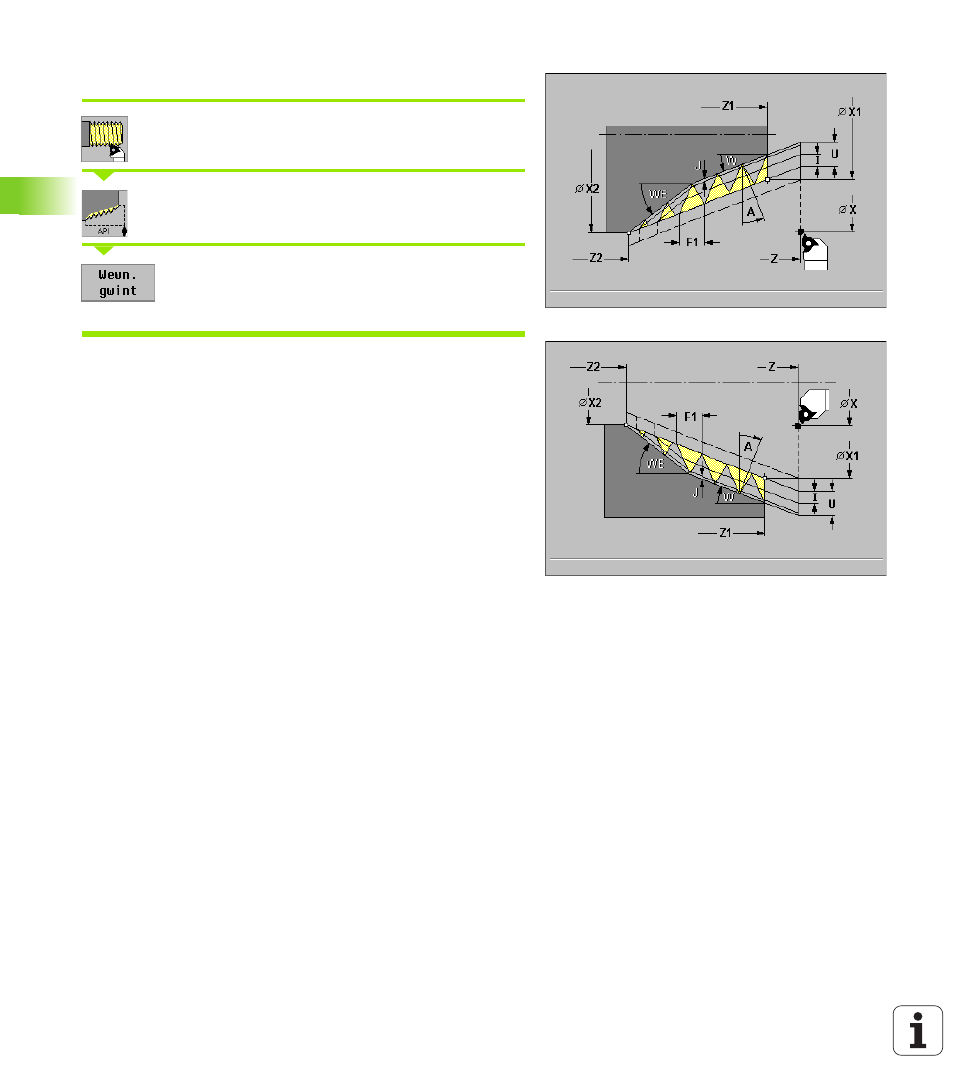
Parametry cyklu
Punkt startu X, Z
X1, Z1 punkt startu gwintu (bez rozbiegu)
X2, Z2 punkt końcowy gwintu (bez wybiegu)
F1 skok gwintu (= posuw)
U gł bokość gwintu
brak zapisu: zostanie obliczona
Gwint zewn trzny: U=0.6134*F1
Gwint wewn trzny: U=–0.5413*F1
I 1 gł bokość przejścia
I<U: pierwsze przejście z „I“ – każde dalsze przejście:
zredukowana gł bokość przejścia do "J"
I=U: jedno przejście
brak zapisua: zostaje obliczona z U i F1
A k t wci cia (default: 30°):
Zakres: –60° < A < 60°
A<0: dosuw od lewego boku zarysu gwintu
A>0: dosuw od prawego boku zarysu gwintu
W k t stożkowy: zakres: –45° < W < 45°
WE k t końcowy: zakres: 0° < WE < 90°
J gł bokość wykończenia – default: 1/100 mm
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
D liczba zwojów – default: 1 zwój gwintu