Gwintowanie g36, 18 cykle wier cenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 357
HEIDENHAIN MANUALplus 4110
357
6.18 Cykle wier
cenia
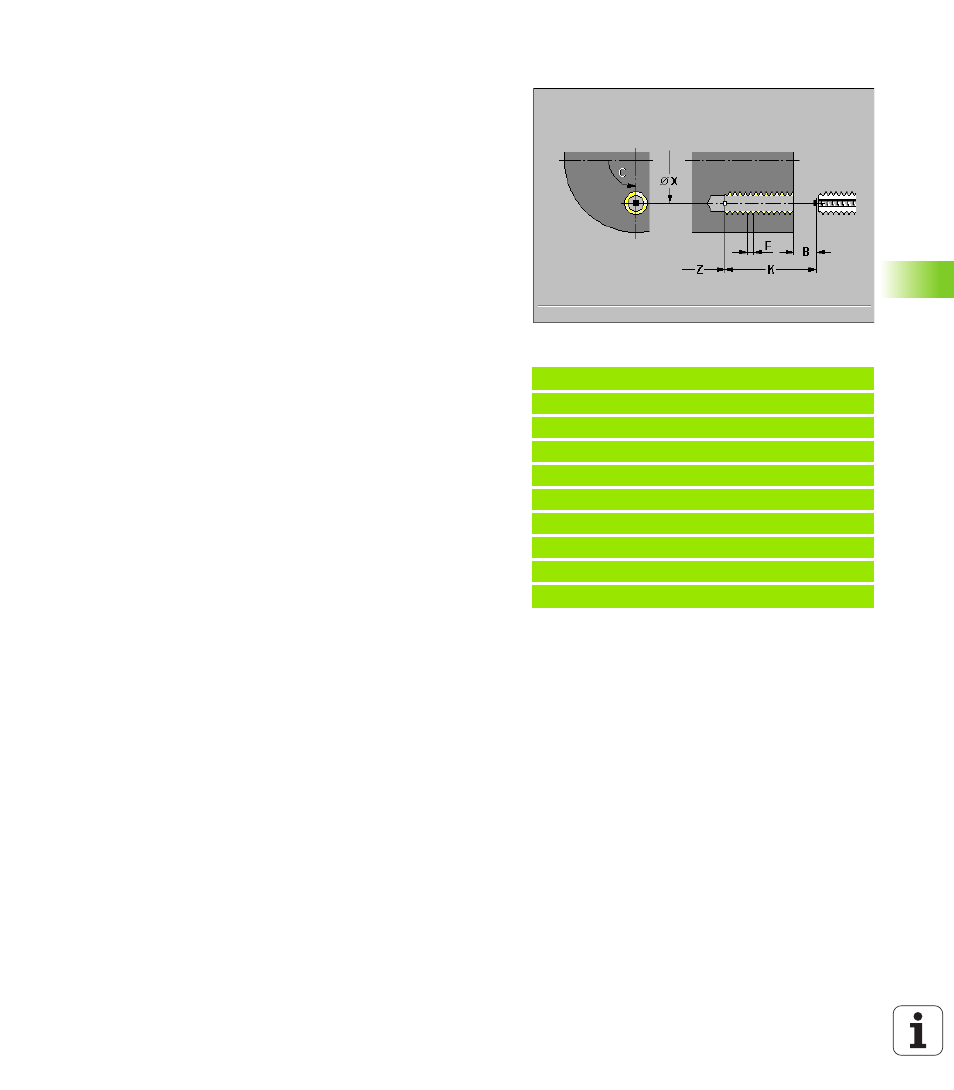
Gwintowanie G36
G36 zostaje używany dla osiowych gwintów w centrum ze stałymi
narz dziami jak i dla osiowych i radialnych gwintów z nap dzanymi
narz dziami.
Znaczenie „długości wyci gania J“: używać tego parametru
przy tulejach zaciskowych z kompensowaniem długości. Cykl oblicza
na podstawie gł bokości gwintu, zaprogramowanego skoku i
"długości wyci gania" nowy nominalny skok. Nominalny skok jest
nieco mniejszy niż skok gwintownika. Przy wytwarzaniu gwintu,
wiertło zostaje wysuni te z uchwytu mocuj cego o "długość
wyci gania". Za pomoc tej metody osi ga si lepszy czas
żywotności w przypadku gwintowników.
Parametry
X punkt końcowy gwintowanie osiowy odwiert (wymiar średnicy)
Z punkt końcowy gwintowanie radialny odwiert
F posuw na jeden obrót: skok gwintu
B długość dobiegu (default: 2 * skok gwintu F1): dla osi gni cia
zaprogramowanej pr dkości obrotowej i posuwu
Q numer wrzeciona
Q=0: wrzeciono główne (narz dzie nie nap dzane)
Q=1: nap dzane narz dzie
H kierunek bazowy dla skoku gwintu (default: 0)
H=0: posuw na osi Z
H=1: posuw na osi X
S obroty powrotu (default: ta sama pr dkość obrotowa jak przy
gwintowaniu)
K gł bokość wiercenia (radialny odwiert: wymiar promienia)
K podano: „punkt startu odwiertu“ zostaje obliczony z „punktu
końcowego odwiertu” i „K”
K nie podano: „K“ zostaje obliczone z „punktu końcowego
odwiertu” i aktualnej pozycji narz dzia
L długość wyci gania (default: 0) przy zastosowaniu tuleji
zaciskowych z kompensacj długości
Wskazówki:
Wykonanie cyklu rozpoczyna si od aktualnej pozycji narz dzia i
wrzeciona. Punkt startu zostaje on najechany na biegu szybkim.
Osiowy odwiert:
„X“ nie programować
„Z“ programować
Radialny odwiert:
„X“ programować
„Z“ nie programować
X i Z zaprogramowane: „orientacja wrzeciona“ jest decyduj ca dla
radialnego/osiowego odwiertu (patrz “Narz dzia do gwintów
wewn trznych“ na stronie 424).
Przykład: G36
%36.nc
[G36]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z 30
N4 G14 Q0
N5 T51 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z 25 F1.5 B3 Q0
KONIEC