Prosty cykl przecinania g86, 13 cykle przecinania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 330
330
6 DIN programowanie
6.13 Cykle przecinania
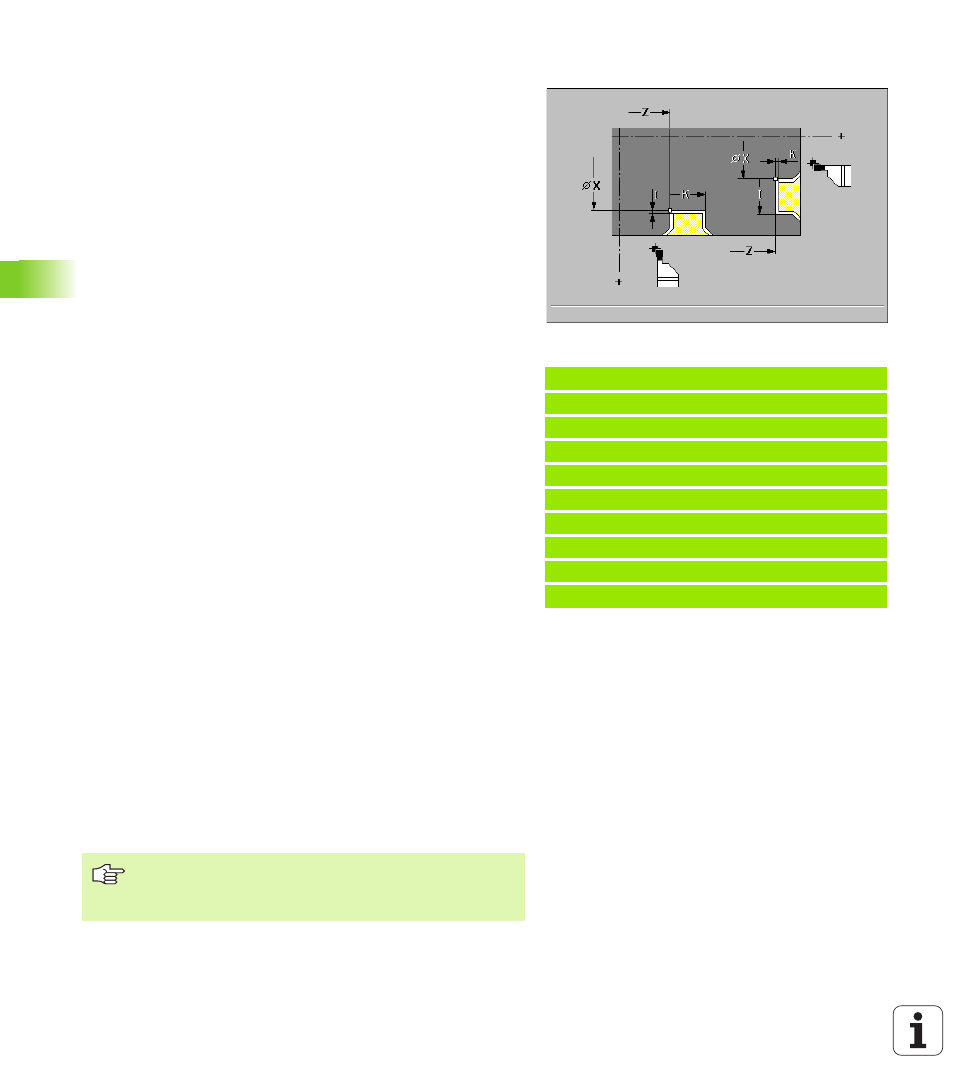
Prosty cykl przecinania G86
G86 wytwarza proste radialne i osiowe wytoczenia wewn trzne i
zewn trzne z fazkami. Rodzaj podci cia (radialnie/osiowo,
wewn trz/zewn trz) zostaje określone na podstawie „orientacji
narz dzia“ (patrz “Narz dzia tokarskie“ na stronie 419).
Parametry
X punkt narożny dna X (wymiar średnicy)
Z punkt narożny dna Z
I naddatek
radialne podci cie: naddatek przy podcinaniu wst pnym
osiowe podci cie: szerokość podci cia – brak zapisu:
nast puje jeden suw podcinania (szerokość podci cia =
szerokość narz dzia)
K szerokość
radialne podci cie: szerokość podci cia – brak zapisu:
nast puje jeden suw podcinania (szerokość podci cia =
szerokość narz dzia)
osiowe podci cie: naddatek przy podcinaniu wst pnym
E czas zatrzymania przy toczeniu poprzecznym na gotowo
(default: czas trwania jednego obrotu)
Wskazówki dotycz ce odpracowania cyklu:
Jeśli programujemy naddatek, to nast puje najpierw toczenie
wst pne a potem toczenie poprzeczne na gotowo (obróbka
wykańczaj ca).
Prosz odpowiednio pozycjonować narz dzie przed podcinaniem
jeśli nie chcemy powstawania fazek. Obliczenie w przypadku
radialnego podci cia:
XS = XK + 2 * (1,3 b)
XS: pozycja startu (wymiar średnicy)
XK: średnica konturu
b: szerokość fazki
Obliczenie w przypadku osiowego podci cia nast puje
analogicznie.
Po wykonaniu cyklu narz dzie znajduje si :
przy radialnym podci ciu
X: na pozycji startu
Z: na ostatniej pozycji podci cia
przy osiowym podci ciu
X: na ostatniej pozycji podci cia
Z: na pozycji startu
Przykład: G86
%86.nc
[G86]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z 30 I0.2 K7 E2 [radial]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z 4 I7 K0.2 E1 [axial]
KONIEC
Korekcja promienia ostrza: nie zostaje
przeprowadzona.
Naddatki: nie zostaj wliczone