20 obróbka powierzchni czołowej – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 364
364
6 DIN programowanie
6.20 Obróbka powierzchni czołowej
Cykl konturu i cykl frezowania figury
powierzchnia czołowa G793
G793 frezuje figury lub „swobodne kontury” (otwarte lub zamkni te)
na powierzchni czołowej. Po G793 nast puje:
przewidziana do frezowania figura z
okr giem (G304); prostok tem (G305) lub wielok tem (G307)
Zakończenie konturu frezowania (G80)
swobodny kontur z:
punktem pocz tkowym konturu frezowania (G100)
Kontur frezowania (G101, G102, G103)
Zakończenie konturu frezowania (G80)
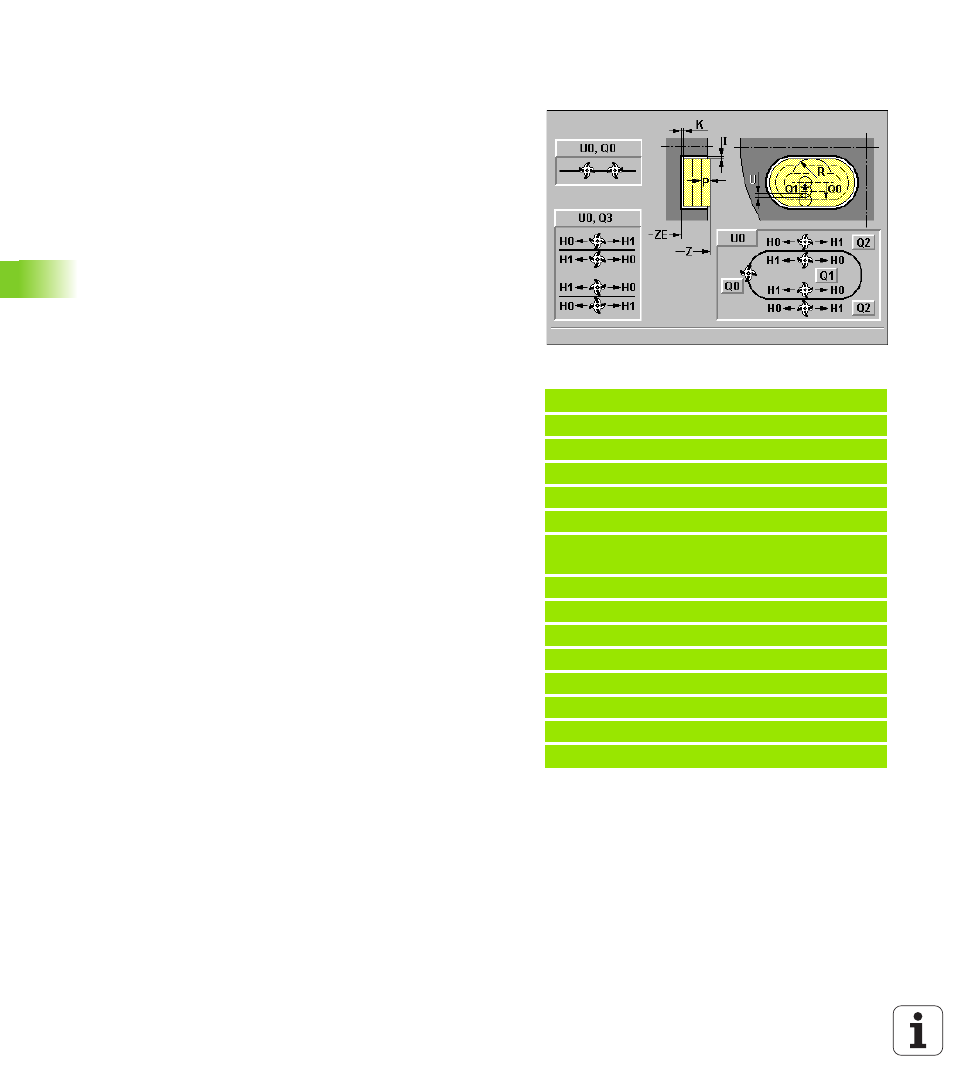
Parametry
Z górna kraw dź frezowania
ZE dno frezowania
P maksymalne wci cie (default: całkowita gł bokość jednego
wci cia)
U współczynnik nałożenia: frezowanie konturu lub kieszeni
(default: 0)
U=0: frezowanie konturu
U>0: frezowanie kieszeni – minimalne nakładanie si torów
frezowania = U*średnica freza
R promień wejściowy (promień łuku wejścia/wyjścia) –
(default: 0)
R=0: element konturu zostaje najechany bezpośrednio, dosuw
do punktu najazdu powyżej płaszczyzny frezowania – potem
prostopadły dosuw wgł bny
R>0: frez przemieszcza si po łuku wejściowym/wyjściowym,
przylegaj cym tangencjalnie do elementu konturu
R<0 na narożach wewn trznych: frez przemieszcza si po łuku
wejściowym/wyjściowym, przylegaj cym tangencjalnie do
elementu konturu
R<0 na narożach zewn trznych: długość liniowego elementu
wejściowego/wyjściowego, element konturu zostaje
tangencjalnie najechany/opuszczony
I naddatek równolegle do konturu
K naddatek Z (w kierunku dosuwu)
F posuw wci cia dla wci cia na gł bokość (standard: aktywny
posuw)
E zredukowany posuw dla elementów kołowych (default:
aktywny posuw)
H kierunek ruchu freza (default: 0): wpływa wraz z kierunkiem
obrotu freza na kierunek frezowania (patrz rysunek pomocniczy)
H=0: przeciwbieżnie
H=1: współbieżnie
Przykład: G793
%100.nc
[G100, G101, G102, G103, G793]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE 5 P2 U0.5 R0 I0.5 F0.15 H0
Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
KONIEC