19 polecenia dla osi c, Przesuni cie punktu zerowego osi c g152, Normowanie osi c g153 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 359
HEIDENHAIN MANUALplus 4110
359
6.19 Polecenia dla osi C
6.19 Polecenia dla osi C
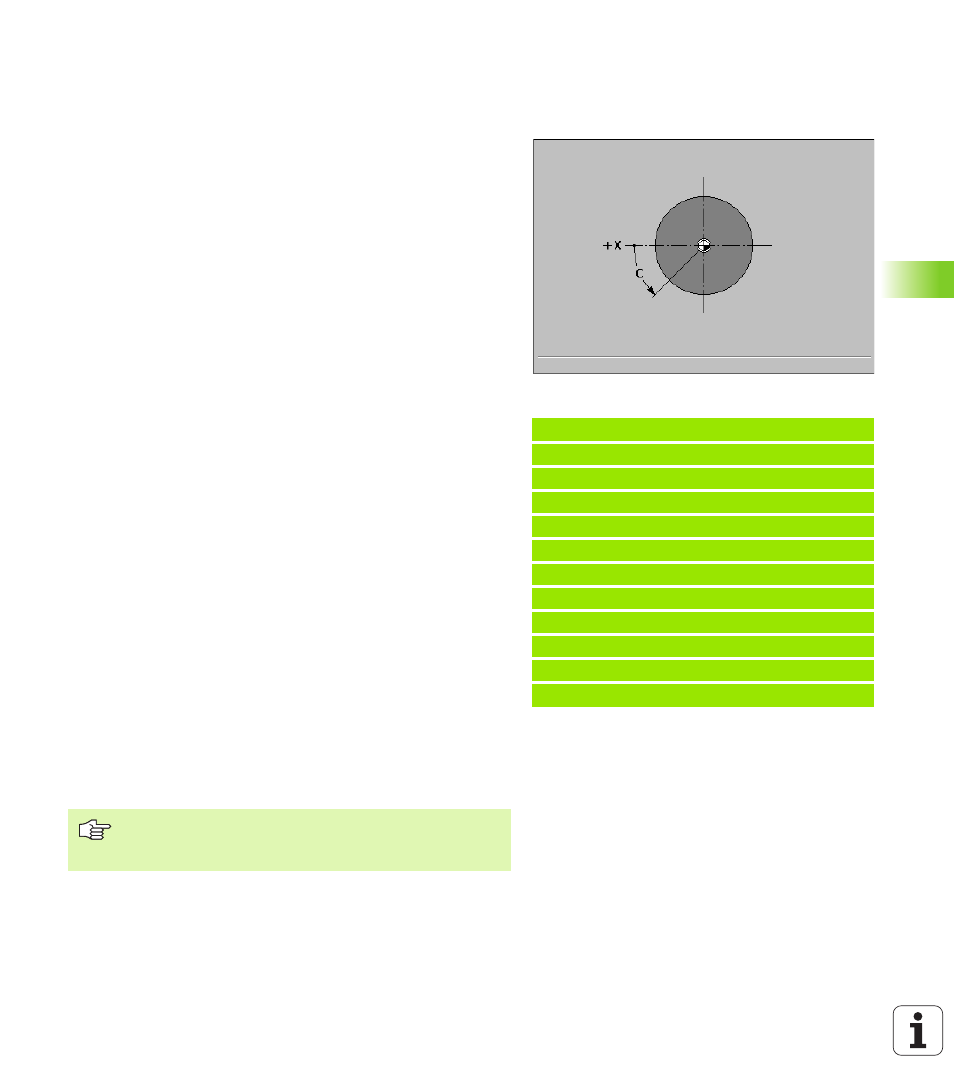
Przesuni cie punktu zerowego osi C G152
G152 definiuje punkt zerowy osi C absolutnie (baza: parametr
maszynowy 1005, "punkt referencyjny osi C"). Punkt zerowy
obowi zuje do końca programu.
Parametry
C k t: pozycja wrzeciona „nowego” punktu zerowego osi C
Normowanie osi C G153
G153 wycofuje k t przemieszczenia >360° lub <0° na rzecz k ta
modulo 360° bez przemieszczania osi C.
Przykład: G152
%152.nc
[G152]
N1 M5
N2 T71 G197 S1010 G193 F0.08 M104
N3 M14
N4 G152 C30
N5 G110 C0
N6 G0 X122 Z 50
N7 G744 X122 Z 50 ZE 50 C0 Wi90 Q4
N8 G792 K30 A0 X100 J11 P5 F0.15
N9 M15
KONIEC
G153 zostaje używany tylko dla obróbki powierzchni
bocznej. Na powierzchni czo owej nast puje
automatyczne normowanie modulo 360°.