6 przykład din programowania „czop gwintowany – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 516
516
9 Przykłady
9.6 Przykład DINpr
ogramowania „czop gwintowany”
9.6 Przykład DIN programowania
„czop gwintowany”
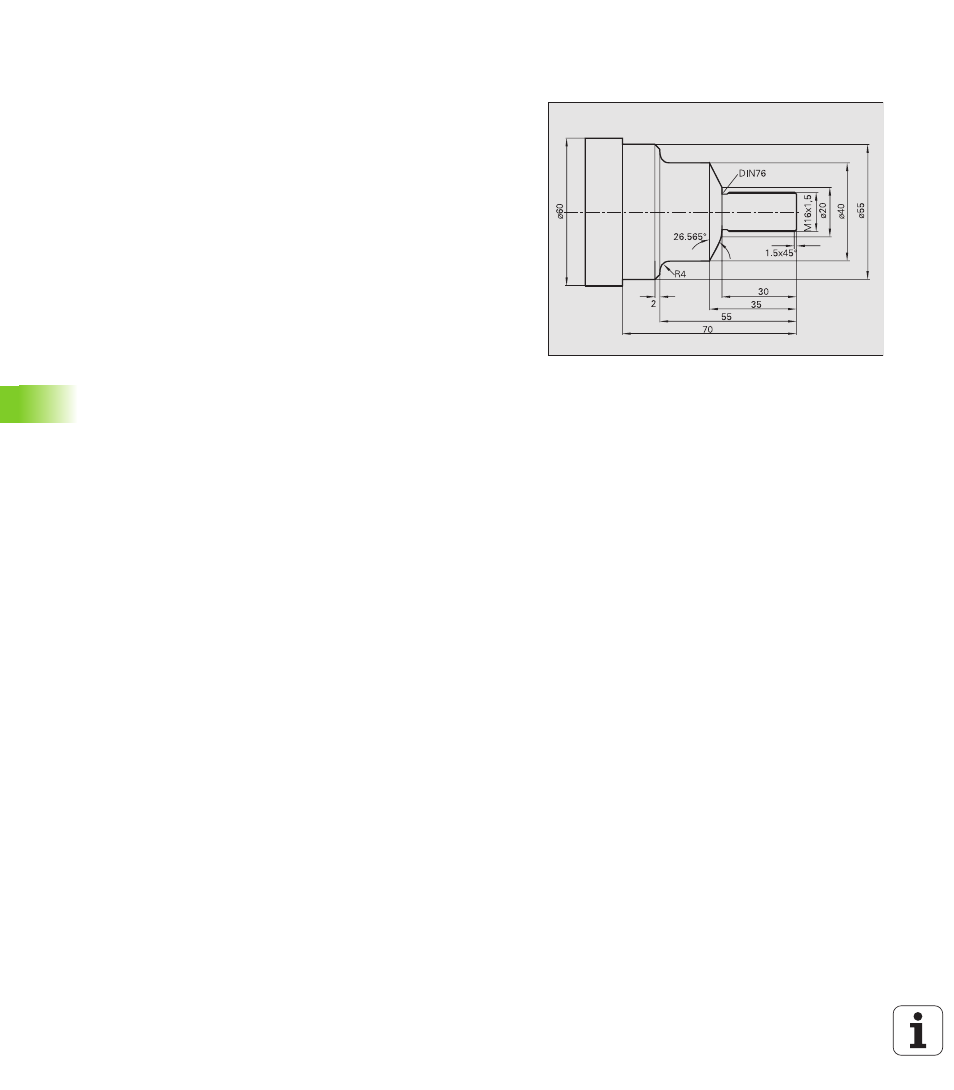
Przykład objaśnia wytwarzanie czopu gwintowanego przy pomocy
DIN programowania. Wychodz c z rysunku technicznego zostaj
objaśnione poszczególne kroki robocze DIN programu.
Używane narz dzia
Narz dzia do obróbki zgrubnej:
Pozycja T1
WO = 1 orientacja narz dzia
A = 93° k t przystawienia
B = 55° k t wierzchołkowy
R = 0,8 promień narz dzia
Narz dzia do obróbki wykańczaj cej:
Pozycja T2
WO = 1 orientacja narz dzia
A = 93° k t przystawienia
B = 55° k t wierzchołkowy
R = 0,5 promień narz dzia
Gwintownik:
Pozycja T3
WO = 1 orientacja narz dzia
Przebieg pracy
Zamocowanie półwyrobu (średnia 60 mm, długość 100 mm)
Nastawienie maszyny
punkt zerowy obrabianego przedmiotu określić
ustalenie wymiarów narz dzi
zapisać punkt zmiany narz dzia
przejść do edytora DIN
wytworzyć DIN program „czop gwintowany”
DIN program „czop gwintowany” przetestować w symulacji