Cykl wiercenia gł bokiego g74, 18 cykle wier cenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 355
HEIDENHAIN MANUALplus 4110
355
6.18 Cykle wier
cenia
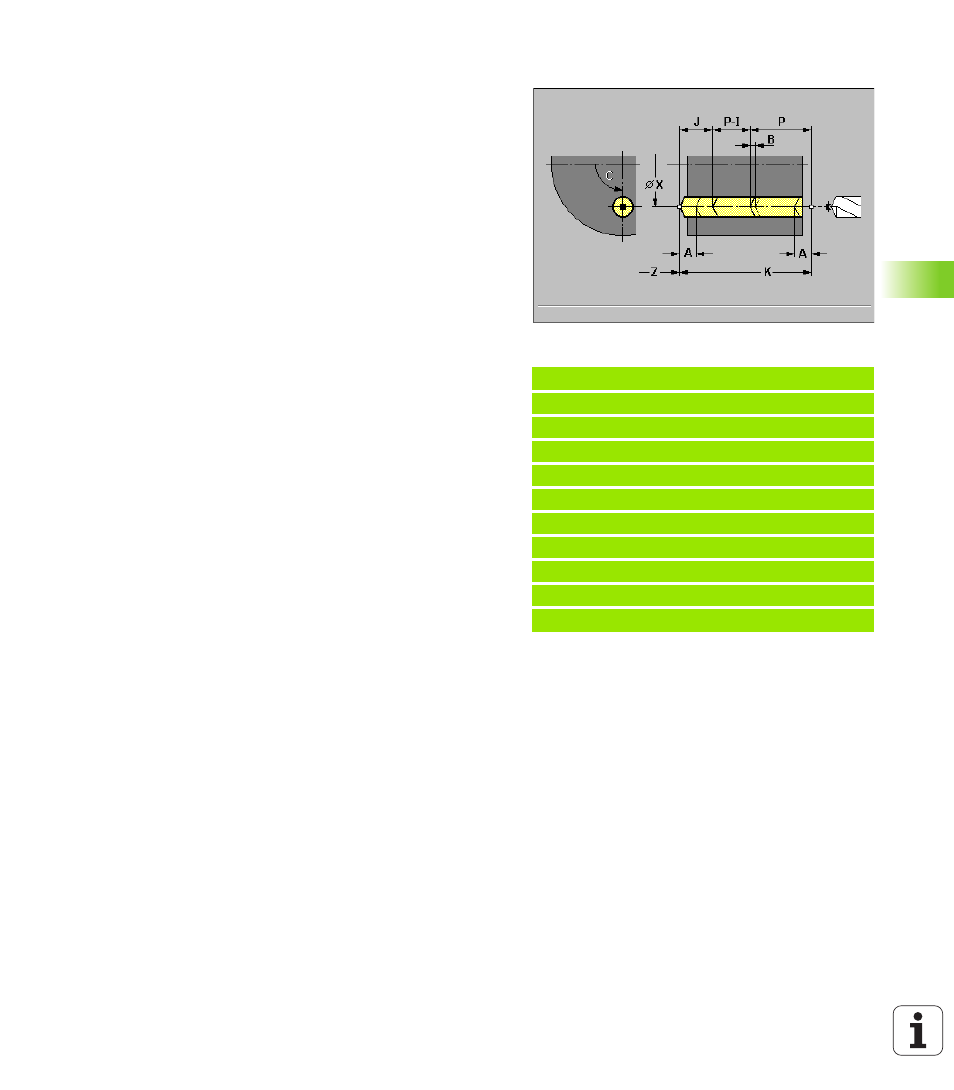
Cykl wiercenia gł bokiego G74
G74 zostaje używany dla osiowych odwiertów w centrum ze stałymi
narz dziami jak i dla osiowych i radialnych odwiertów z nap dzanymi
narz dziami.
Wiercenie zostaje przeprowadzane w kilku etapach. Po każdym
stopniu wiertło zostaje odsuni te z powrotem i dosuni te na
„bezpieczny odst p”. Gł bokość wiercenia zostaje zredukowana na
każdym etapie wiercenia.
Parametry
X punkt końcowy osiowy odwiert (wymiar średnicy)
Z punkt końcowy radialny odwiert
R bezpieczny odst p – brak zapisu: wartość z „aktualne
parametry – obróbka – odst py bezpieczeństwa”
P 1. gł bokość wiercenia – brak zapisu: wiercenie wykonywane
bez przerywania
I wartość redukcji (default: 0): od drugiego etapu wiercenia
gł bokość wiercenia zostaje zredukowana o „I”; przy czym „J” nie
wychodzi poniżej minimum
B długość powrotu (default: powrót do „punktu pocz tkowego
odwiertu“)
J minimalna gł bokość wiercenia (default: 1/10 z „P“)
A długość nawiercania i przewiercania (default: 0)
E czas przebywania dla wyjścia z materiału na dnie odwiertu
(default: 0)
V warianty przewiercania – redukowanie posuwu o 50 % przy
nawiercaniu i przewiercaniu
0: bez redukowania posuwu
1: redukowanie przewiercania
2: redukowanie nawiercania
3: redukowanie nawiercania i przewiercania
K gł bokość wiercenia (radialny odwiert: wymiar promienia)
K podano: „punkt startu odwiertu“ zostaje obliczony z „punktu
końcowego odwiertu” i „K”
K nie podano: „K“ zostaje obliczone z „punktu końcowego
odwiertu” i aktualnej pozycji narz dzia
D powrót szybkość powrotu i wci cie w obr bie odwiertu –
default: 0
0: bieg szybki
1: posuw
Przykład: G74
%74.nc
[G74]
N1 M5
N2 T49 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 Wi90 Q4 V2
N7 G74 Z 40 R2 P12 I2 B0 J8
N8 M15
KONIEC