5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 148
148
4 Programowanie cykli
4.5 Cykle toczenia poprzecznego
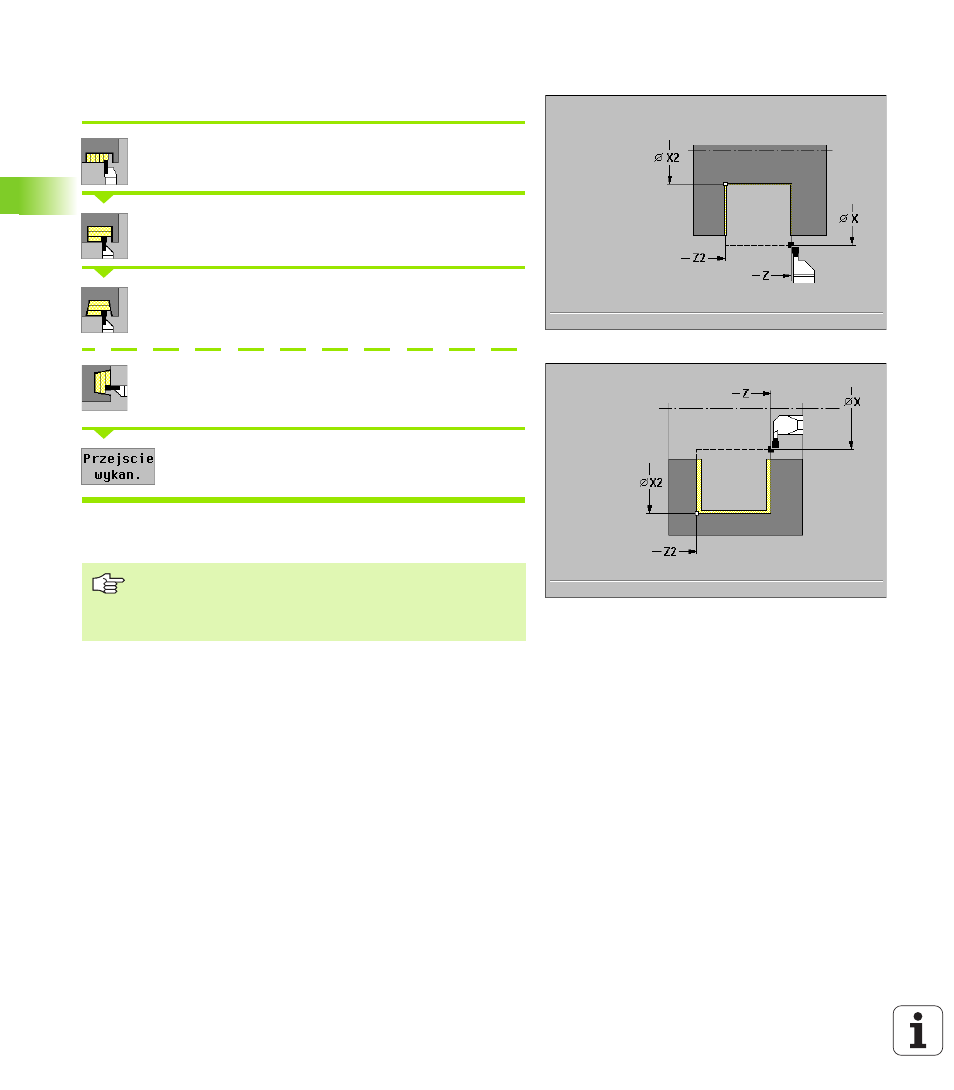
Toczenie poprzeczne radialnie/osiowo
obróbka na gotowo
Wybór „cykli toczenia poprzecznego”
Wybrać „toczenie poprzeczne”
„Toczenie poprzeczne radialnie” wybrać (ilustracje
po prawej)
„Toczenie poprzeczne osiowo“ wybrać (ilustracje na
nast pnej stronie)
Przejście wykańczaj ce wł czyć
Cykl obrabia na gotowo fragment konturu od „X, Z” do „X2, Z2” (patrz
także “Toczenie poprzeczne“ na stronie 143).
Parametry cyklu
Punkt startu X, Z
X2, Z2 punkt końcowy konturu
I, K naddatek półwyrobu X, Z
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Przy pomocy „naddatków półwyrobu I, K” definiujemy
materiał, skrawany przy cyklu obróbki wykańczaj cej.
Dlatego też należy koniecznie podać naddatki przy
obróbce wykańczaj cej toczenia poprzecznego.