16 cykle podci cia, Kontur podci cia g25 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 344
344
6 DIN programowanie
6.16 Cykle podcicia
6.16 Cykle podci cia
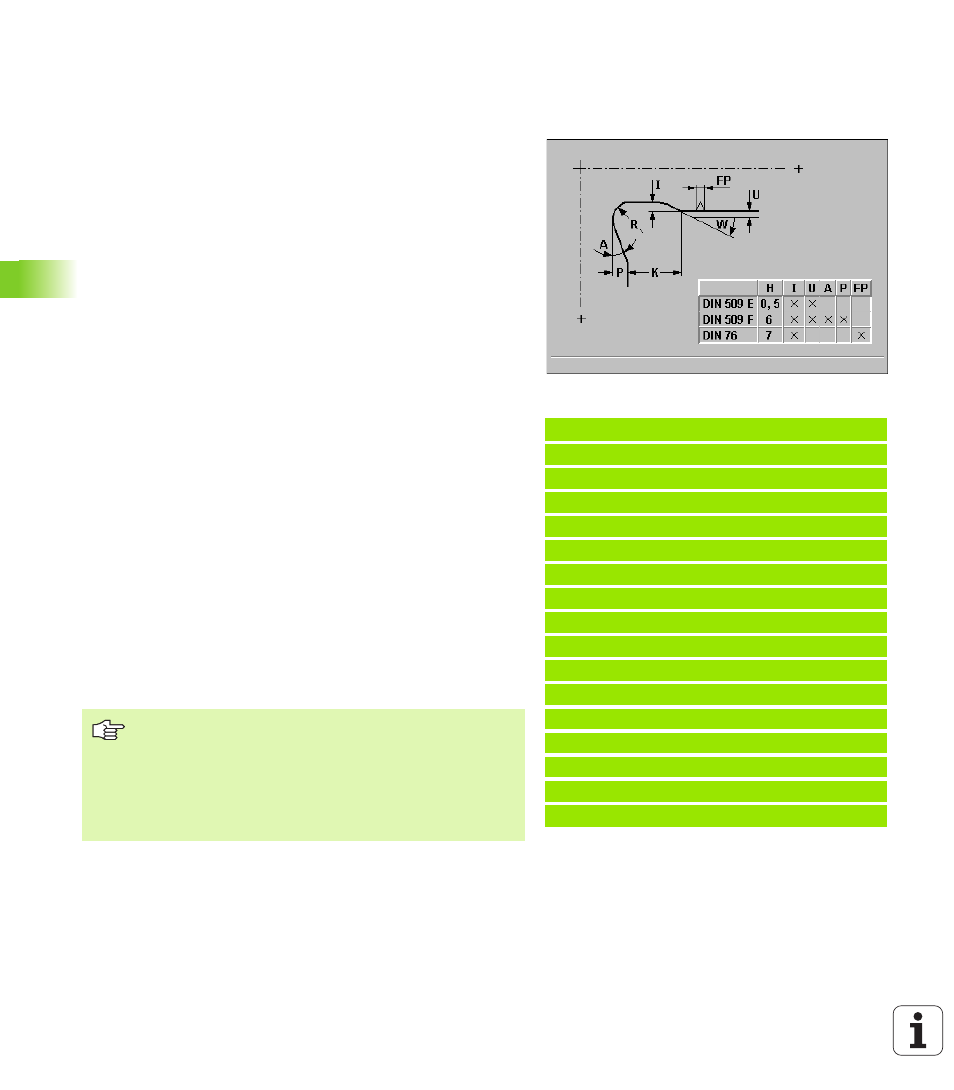
Kontur podci cia G25
G25 generuje element formy podci cie (DIN 509 E, DIN 509 F, DIN
76), który zostaje wł czany do opisu konturu w cyklach obróbki
zgrubnej lubwykańczaj cej. Tabela w rysunku pomocniczym
objaśnia parametrowanie podci ć.
Parametry
H rodzaj podci cia (default: 0)
H=0, 5: DIN 509 E
H=6: DIN 509 F
H=7: DIN 76
I gł bokość podtoczenia (default: tabela norm)
K długość podtoczenia (default: tabela norm)
R promień podci cia (default: tabela norm)
P Plantiefe (default: Normtabelle)
W Freistichwinkel (default: Normtabelle)
A Planwinkel (default: Normtabelle)
FP Gewindesteigung – keine Eingabe: wird aufgrund des
Gewindedurchmessers ermittelt
U Schleifaufmaß (default: 0)
E reduzierter Vorschub für die Fertigung des Freistichs (default:
aktiver Vorschub)
Wskazówka:
Jeśli parametry nie zostan podane, to MANUALplus oblicza
nast puj ce wartości na podstawie średnicy lub skoku gwintu
(podci cie DIN 76) z tabeli norm (patrz “Skok gwintu“ na
stronie 524):
DIN 509 E: I, K, W, R
DIN 509 F: I, K, W, R, P, A
DIN 76: I, K, W, R und FP (anhand des Durchmessers)
Przykład: G25
%25.nc
[G25]
N1 T1 G95 F0.4 G96 S150 M3
N2 G0 X62 Z2
N3 G819 P4 H0 I0.3 K0.1
N4 G0 X13 Z0
N5 G1 X16 Z 1.5
N6 G1 Z 30
N7 G25 H7 I1.15 K5.2 R0.8 W30 FP1.5
N8 G1 X20
N9 G1 X40 Z 35
N10 G1 Z 55 B4
N11 G1 X55 B 2
N12 G1 Z 70
N13 G1 X60
N14 G80
KONIEC
Parametry, które poda operator zostan uwzgl dnione
nawet jeśli tabela norm przewiduje inne wartości.
W przypadku gwintów wewn trznych należy zadać
"skok gwintu FP", ponieważ średnica elementu
podłużnego nie jest średnic gwintu. Jeśli korzysta si
z ustalania skoku gwintu przez MANUALplus, należy
liczyć si z niewielkimi odchyleniami.