Obróbka liniowa planowa, 3 cykle pojedyńczych przejść – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 92
92
4 Programowanie cykli
4.3 Cykle pojedyńczych przejść
Obróbka liniowa planowa
Wybór „pojedyńczych przejść“
Wybrać „obróbk liniow planow ”
Softkey z biegiem powrotnym:
Off: narz dzie zatrzymuje si na końcu cyklu
On: narz dzie powraca do punktu startu
Obróbka liniowa planowa
Narz dzie przemieszcza si od punktu startu z posuwem do „punktu
końcowego konturu” i zatrzymuje si na końcu cyklu.
Kontur liniowo planowo („z biegiem powrotnym”)
Narz dzie dosuwa si do przedmiotu, dokonuje skrawania planowo i
powraca na końcu cyklu do punktu startu (rysunek po prawej).
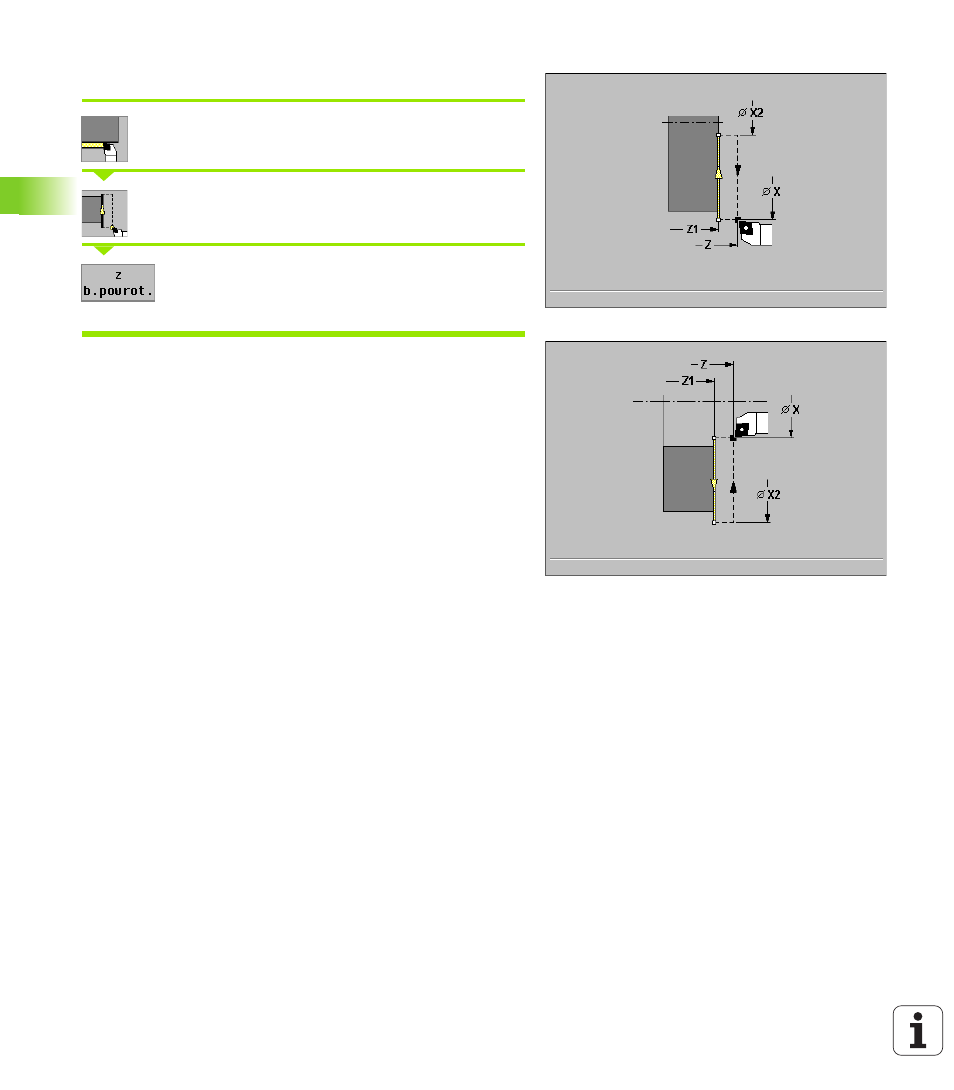
Parametry cyklu
Punkt startu X, Z
Z1 punkt pocz tkowy konturu (przy „z biegiem powrotnym”)
X2 punkt końcowy konturu
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
Wykonanie cyklu przy „ z biegiem powrotnym”
1
przemieszcza si od „X, Z“ do „punktu pocz tkowego Z2“
2
przemieszcza si z posuwem do „punktu końcowego X2”
3
wznosi si i przemieszcza równolegle do osi do punktu startu