Prosty cykl powtarzania konturu g83, 12 pr oste cykle toczenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 321
HEIDENHAIN MANUALplus 4110
321
6.12 Pr
oste cykle toczenia
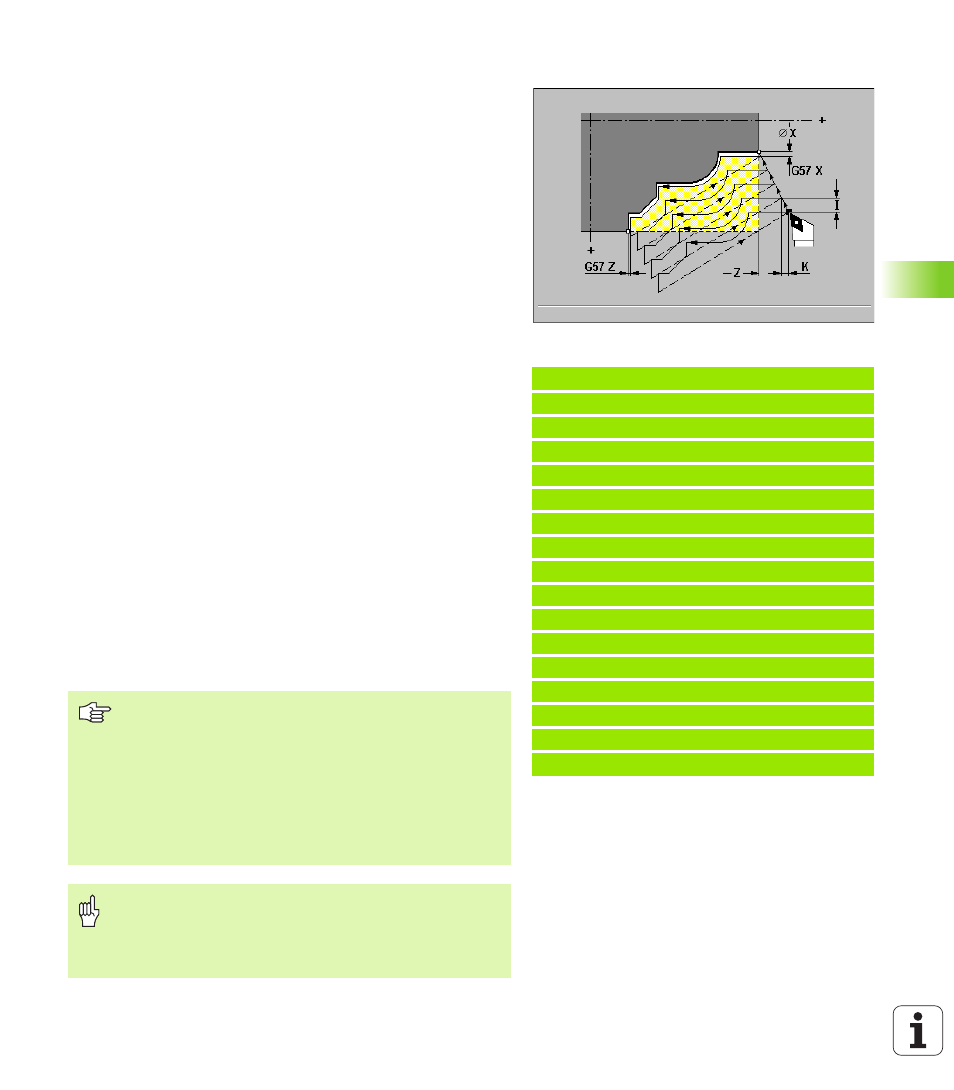
Prosty cykl powtarzania konturu G83
G83 wykonuje kilkakrotnie w nast pnych wierszach
zaprogramowany „cykl obróbki”. W cyklu obróbki dozwolone s
proste odcinki przemieszczenia lub cykle (bez opisu konturu). G80
kończy cykl obróbki.
„X, Z“ definiuje punkt pocz tkowy konturu. G83 rozpoczyna obróbk
cyklu od pozycji narz dzia. Przed każdym przejściem cykl dosuwa o
zdefiniowan w „I, K” wartość. Nast pnie przeprowadza
zdefiniowane w nast pnych wierszach zabiegi obróbkowe, przy
czym odst p pozycji narz dzia do punktu startu konturu zostaje
przyj ty jako „naddatek”. G83 powtarza t operacj tak cz sto, aż
zostanie osi gni ty „punkt startu”.
G83 zostaje używany:
dla skrawania równoległych do konturu fragmentów przedmiotu
(obróbka zgrubna uformowanych wst pnie półwyrobów).
dla powtarzania zabiegów obróbkowych (na przykład podcinanie
rowków).
Parametry
X punkt startu (wymiar średnicy)
Z punkt startu
I maksymalny dosuw w kierunku X (I zapisać bez znaku liczby)
K maksymalny dosuw w kierunku Z (K zapisać bez znaku liczby)
Wskazówki dotycz ce odpracowania cyklu:
Jeśli liczba dosuwów w kierunku X i Z jest różna, to zostaj
wykonywane zabiegi najpierw w obydwu kierunkach z
zaprogramowanymi wartościami. Jeśli osi gni to dla jednego z
kierunków wartość docelow , to nie wykonywane s dosuwy w tym
kierunku.
MANUALplus ustala kierunek skrawania i dosuwu na podstawie
aktualnej pozycji narz dzia wzgl dem punktu pocz tkowego
fragmentu konturu.
Pozycja narz dzia po wykonaniu cyklu: punkt startu konturu
Przykład: G83
%83.nc
[G83]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z 15 B 1
N6 G1 X102 B2
N7 G1 Z 22
N8 G1 X90 Zi 12 B1
N9 G1 Zi 6
N10 G1 X100 A80 B 1
N11 G1 Z 47
N12 G1 X110
N13 G0 Z2
N14 G80
KONIEC
G83 nie może zostać pakietowany, także nie przez
wywołanie podprogramu.
Narz dzie musi na pocz tku cyklu znajdować si poza
zdefiniowanym obszarem konturu.
Korekcja promienia ostrza: nie zostaje przepro
wadzona – można zaprogramować SRK oddzielnie.
Naddatki: G57 naddatki zostaj wliczone. G58
naddatek zostaje wliczony, jeżeli SRK jest aktywna.
Naddatki pozostaj aktywne po wykonaniu cyklu.
Uwaga niebezpieczeństwo kolizji!
Po każdym przejściu narz dzie powraca diagonalnie, aby
dokonać dosuwu dla nast pnego przejścia. Jeśli istnieje
niebezpieczeństwo kolizji, to należy zaprogramować
dodatkow drog biegu szybkiego, aby unikn ć kolizji.