Podci cie din 76 z obróbk cylindra g853, 16 cykle podcicia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 349
HEIDENHAIN MANUALplus 4110
349
6.16 Cykle podcicia
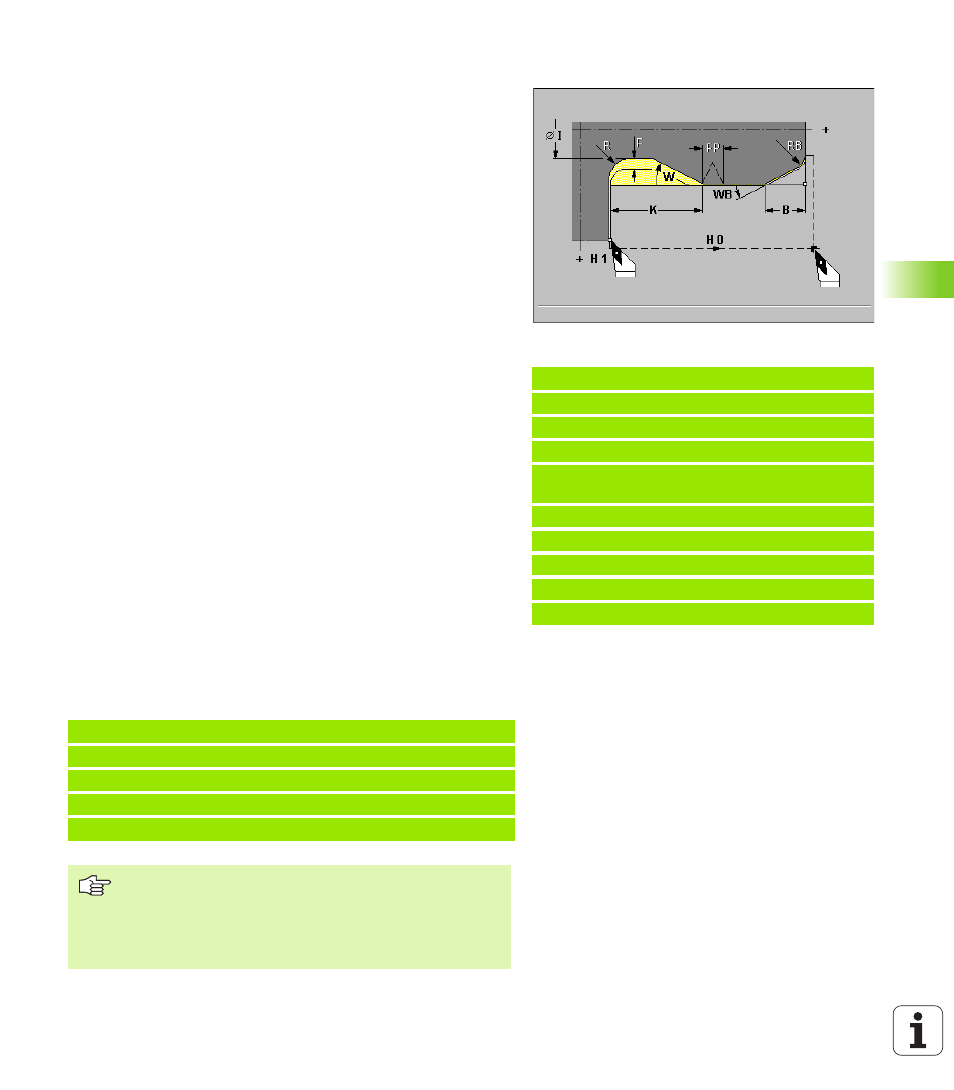
Podci cie DIN 76 z obróbk cylindra G853
Cykl wytwarza cylinder, podci cie, przylegaj c powierzchni
czołow i naci cie cylindra, jeśli operator podał parametr „B” lub
„RB”.
Parametry
FP skok gwintu
I średnica podci cia (wymiar średnicy) (default: tabela norm)
K długość podtoczenia (default: tabela norm)
W k t podtoczenia (default: tabela norm)
R promień podci cia (default: tabela norm)
P naddatek
P nie podane: podci cie zostaje wykonane jednym przejściem
P podane: podział na toczenie wst pne i toczenie na gotowo
– P = naddatek wzdłużny
– Naddatek planowy wynosi zawsze 0,1 mm.
B długość naci cia – brak zapisu: naci cie cylindra nie zostaje
wykonane
RB promień naci cia – brak zapisu: promień naci cia nie zostaje
wykonany
WB k t nacinania (default: 45 °)
E zredukowany posuw (default: aktywny posuw): dla wci cia i dla
naci cia cylindra
H rodzaj odsuwu (default: 0):
H=0: narz dzie powraca do punktu startu
H=1: narz dzie stoi na końcu powierzchni czołowej
Wskazówka:
Parametry nie zaprogramowane przez operatora, MANUALplus
oblicza na podstawie danych z tabeli norm (patrz “DIN 76 –
parametry podtoczenia“ na stronie 525):
FP na podstawie średnicy
I, K, W i R na podstawie FP (skok gwintu)
Wiersze nast puj ce po wywołaniu cyklu
Przykład: G853
%853.nc
[G853]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G853 FP1.5 I47 K15 W30 R2 P1 B5 RB2
WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z 30
N6 G1 X60
N7 G80
KONIEC
N.. G853 FP.. I.. K.. W.. /wywołanie cyklu
N.. G0 X.. Z.. /punkt narożny naci cia cylindra
N.. G1 Z.. /naroże podci cia
N.. G1 X.. /punkt końcowy powierzchni planowej
N.. G80 /koniec opisu konturu
Podci cie zostaje wykonywane tylko w prostok tnych,
równoległychdo osi narożach konturu na osi
wzdłużnej.
korekcja promienia ostrza zostaje przeprowadzona.
Naddatki: nie zostaj wliczone