Obróbka zgrubna planowo g82, 12 pr oste cykle toczenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 320
320
6 DIN programowanie
6.12 Pr
oste cykle toczenia
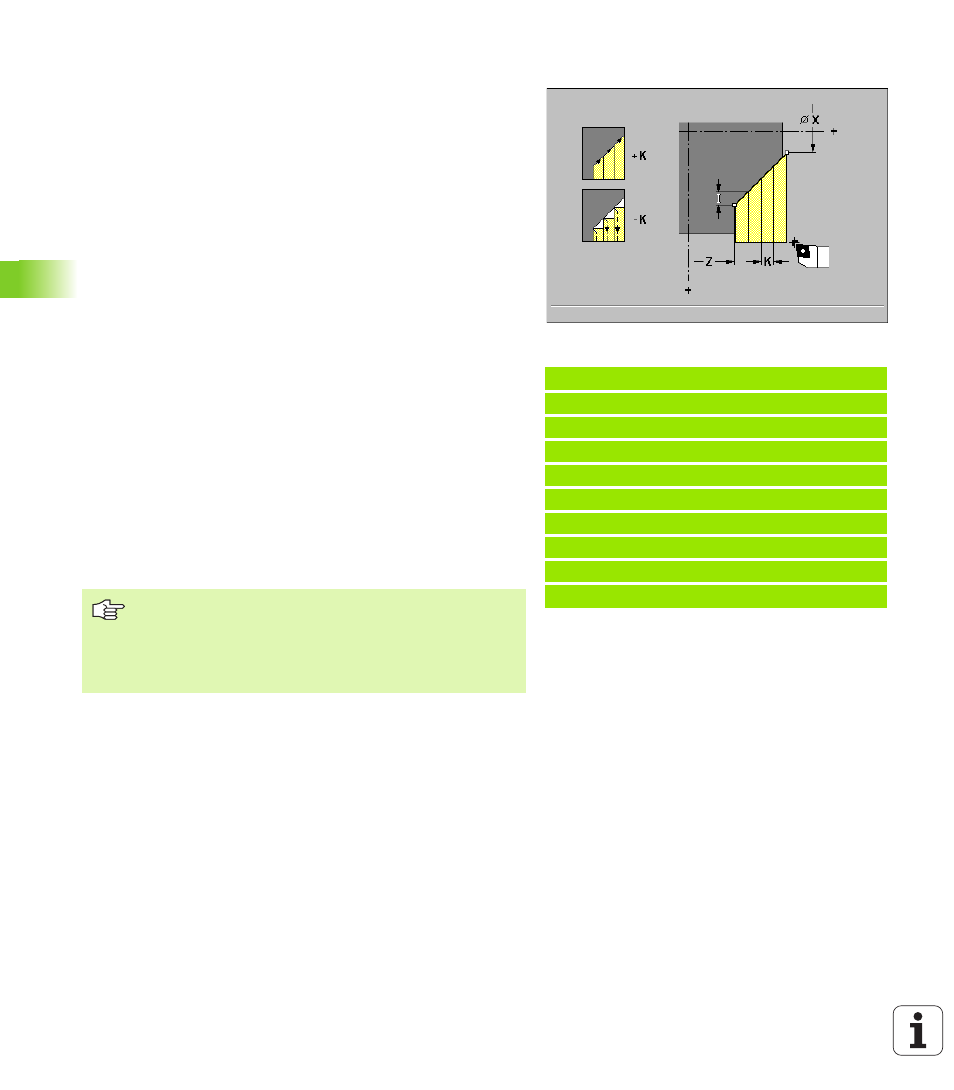
Obróbka zgrubna planowo G82
G82 skrawa opisany poprzez aktualn pozycj narz dzia i „Z/X”
obszar konturu w kierunku planowym.
Parametry
X punkt końcowy fragmentu konturu (wymiar średnicy)
Z punkt pocz tkowy fragmentu konturu
I przesuni cie: wci cie w Z (default: 0)
K maksymalne wci cie w X: rozdzielenie skrawania zostaje
tak obliczone, iż unika si „przejść szlifowania” i obliczone
wci cie <= K.
K>0: z obci ganiem konturu
K<0: bez obci gania konturu
Q G współ. wci cia: instrukcja G, przy pomocy której zostaje
przeprowadzone wci cie
Q=0: dosuw z G0 (bieg szybki)
Q=1: wci cie z G1 (posuw)
V rodzaj wyjścia z materiału (default: 0)
V=0: powrót do punktu startu cyklu w Z i ostatniej średnicy
wznoszenia w X
V=1: powrót do punktu startu cyklu
Wskazówki dotycz ce odpracowania cyklu:
K t płaszczyzny ukośnej definiujemy z „I” i „K”.
MANUALplus ustala kierunek skrawania i dosuwu na podstawie
aktualnej pozycji narz dzia wzgl dem punktu pocz tkowego/
końcowego fragmentu konturu.
Przykład: G82
%82.nc
[G82]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z 15 I4 K4 V0
N4 G0 X120 Z 15
N5 G82 X50 Z 26 I2 K 4 V1
N6 G0 X120 Z 26
N7 G82 X80 Z 45 K4 Q1
KONIEC
Korekcja promienia ostrza: nie zostaje
przeprowadzona.
Naddatki: G57 naddatki zostaj wliczone. Po
wykonaniu cyklu pozostaj one aktywne.
Odst p bezpieczeństwa po przejściu: 1mm.