20 obróbka powierzchni czołowej, Punkt startu konturu/bieg szybki g100 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 360
360
6 DIN programowanie
6.20 Obróbka powierzchni czołowej
6.20 Obróbka powierzchni
czołowej
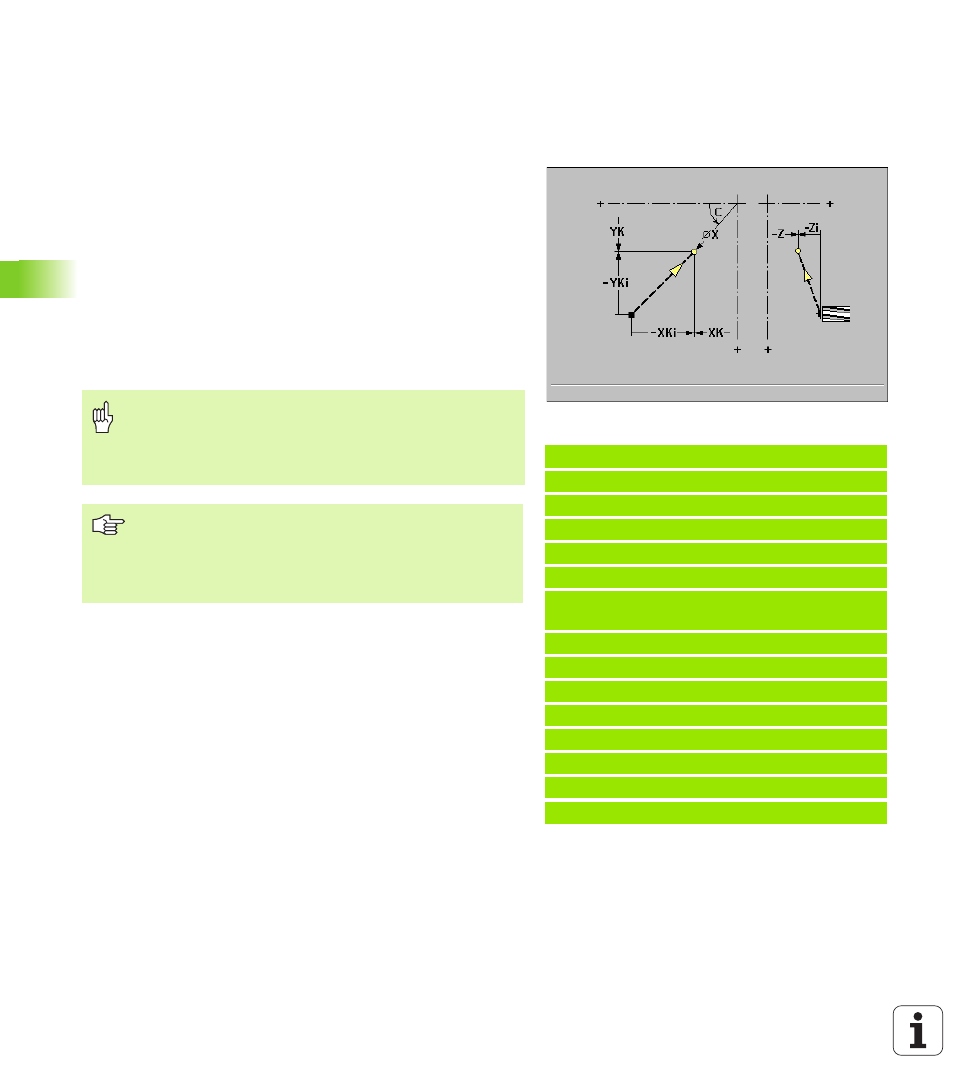
Punkt startu konturu/bieg szybki G100
Polecenie geometrii: G100 definiuje punkt pocz tkowy konturu
powierzchni czołowej.
Polecenie obróbki: narz dzie przemieszcza si na biegu szybkim
na najkrótszym odcinku do "punktu końcowego".
Parametry
X punkt końcowy (wymiar średnicy)
C k t końcowy – kierunek k ta: patrz rysunek pomocniczy
XK punkt końcowy (kartezjańskie współrz dne)
YK punkt końcowy (kartezjańskie współrz dne)
Z punkt końcowy
Przykład: G100
%100.nc
[G100, G101, G102, G103]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE 5 P2 U0.5 R0 I0.5 F0.15 H0
Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
KONIEC
Uwaga niebezpieczeństwo kolizji!
Przy G100 narz dzie wykonuje prostoliniowe
przemieszczenie nawet jeśli programujemy tylko "C".
Dla pozycjonowania obrabianego przedmiotu pod
określonym k tem można używać G110.
Prosz zdefiniować „punkt pocz tkowy konturu“ lub
punkt końcowy konturu albo we współrz dnych
absolutnych albo kartezjańskich.
tylko przy G100 dopuszczona jako instrukcja obróbki:
parametr Z