Prosty, jednozwojowy gwint podłużny g350, 15 cykle gwintowania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 340
340
6 DIN programowanie
6.15 Cykle gwintowania
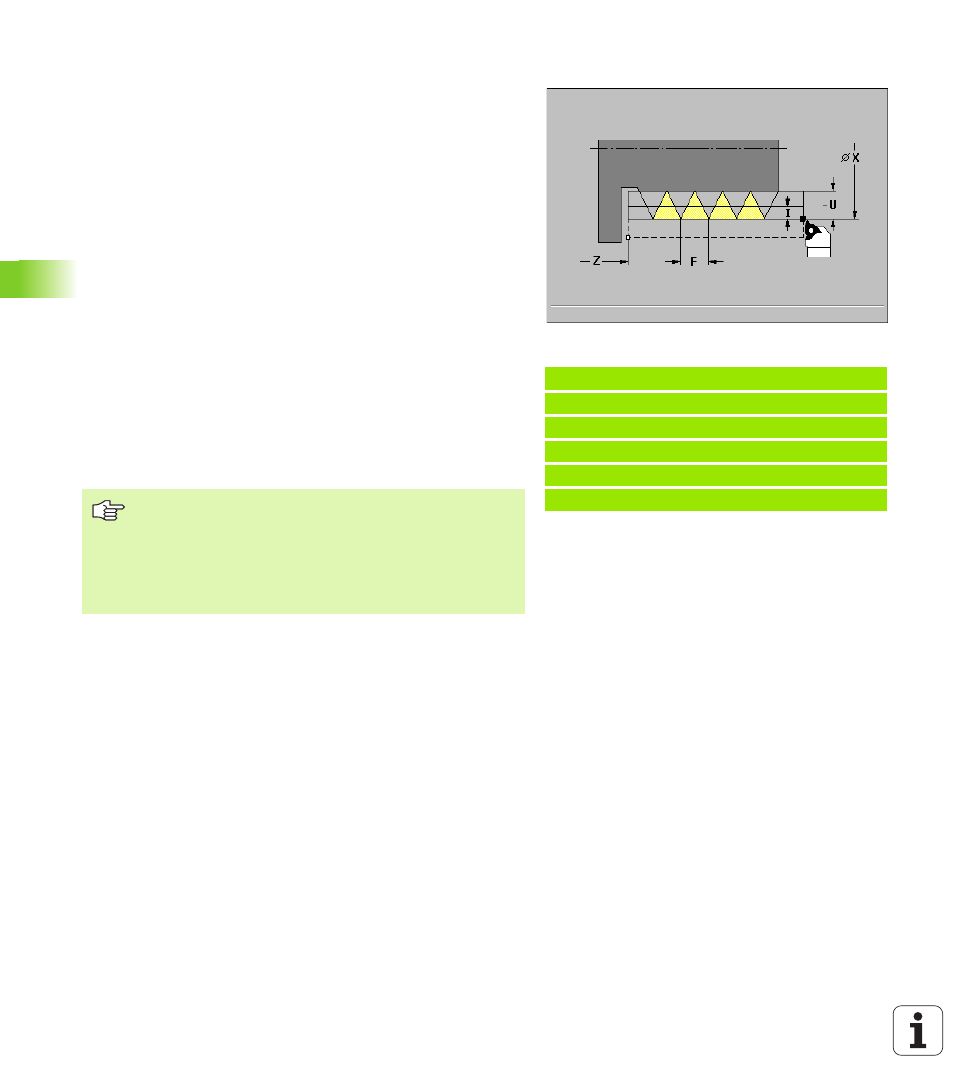
Prosty, jednozwojowy gwint podłużny G350
G350 wytwarza gwint podłużny (wewn trzny lub zewn trzny). Gwint
rozpoczyna si na aktualnej pozycji narz dzia i kończy w "punkcie
końcowym X, Z".
Parametry
Z punkt końcowy gwintu
F skok gwintu
U gł bokość gwintu
U>0: gwint wewn trzny
U<=0: gwint zewn trzny (strona wzdłużna lub czołowa)
U= +999 oder –999: gł bokość gwintu zostaje obliczona
I maksymalne wci cie – brak zapisu: I zostaje obliczane ze skoku
gwintu i gł bokości gwintu
Gwint wewn trzny lub zewn trzny: patrz znak liczby „U“
Doł czenie kółka obrotowego (jeśli maszyna jest dla tego celu
wyposażona): nałożenia s ograniczone:
X kierunek: zależnie od aktualnej gł bokości przejścia – punkt
startu/końcowy gwintu nie zostaj przekraczane
Z kierunek: maksymalnie 1 zwój gwintu – punkt startu/końcowy
gwintu nie zostaj przekraczane
Przykład: G350
%350.nc
[G350]
N1 T45 G97 S1500 G95 F1.5 M3
N2 G0 X16 Z4
N3 G350 Z 29 F1.5 U 999
KONIEC
„Cykl stop” działa na końcu nacinania gwintu.
Override (narzucanie zmiany) posuwu i wrzeciona nie
działa podczas wykonywania cyklu.
Operator aktywuje doł czenie kółka obrotowego
poprzez wł cznik na pulpicie sterowniczym maszyny.
Sterowanie wst pne jest wył czone