20 obróbka powierzchni czołowej, Liniowy rowek strona czołowa g791 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 363
HEIDENHAIN MANUALplus 4110
363
6.20 Obróbka powierzchni czołowej
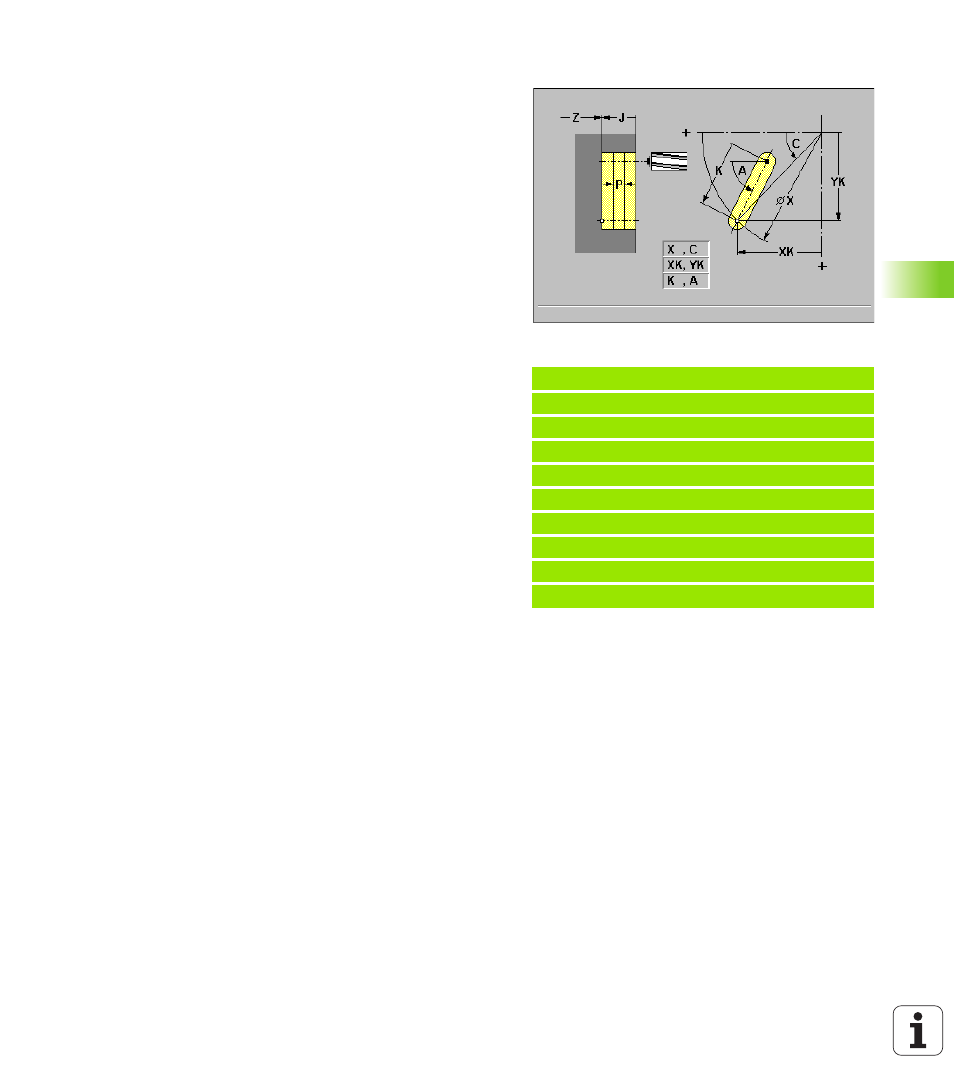
Liniowy rowek strona czołowa G791
G791 frezuje rowek od aktualnej pozycji narz dzia do punktu
końcowego. Szerokość rowka odpowiada średnicy freza. Nie
zostaje obliczany naddatek.
Parametry
X średnica punkt końcowy rowka
C k t końcowy – punkt końcowy rowka – kierunek k ta: patrz
rysunek pomocniczy
XK punkt końcowy rowka (kartezjańskie współrz dne)
YK punkt końcowy rowka (kartezjańskie współrz dne)
K długość rowka – odniesiona do punktu rodkowego freza
A k t rowka – baza: patrz rysunek pomocniczy
Z dno frezowania
J gł bokość frezowania
J podane: cykl dosuwa na odst p bezpieczeństwa i frezuje
potem rowek wpustowy
J nie podane: cykl frezuje od pozycji narz dzia
P maksymalne wci cie (default: całkowita gł bokość jednego
wci cia)
F posuw wci cia dla wci cia na gł bokość (standard: aktywny
posuw)
Możliwe kombinacje parametrów przy definicji punktu
końcowego:
Srednica X, k t końcowy C
Punkt końcowy XK, YK
Długość rowka K, k t A
Wskazówki:
Prosz nachylić wrzeciono przed wywołaniem G791 na ż dan
pozycj k tow .
Jeśli operator używa zespołu pozycjonowania wrzeciona (bez osi
C), to zostaje wytwarzany osiowy rowek, centrycznie do osi obrotu.
Przykład: G791
%791.nc
[G791]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 Z 5 J5 P2
N7 M15
KONIEC