7 tryb „uczenia, 7 t ryb „uczenia“ 3.7 tryb „uczenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 62
62
3 Tryb pracy Maszyna
3.7 T
ryb „uczenia“
3.7 Tryb „uczenia“
W trybie uczenia (tryb cykli) przeprowadza si
obróbk przedmiotu etapami przy pomocy cykli.
MANUALplus "uczy si " tej obróbki przedmiotu i
zapami tuje konieczne kroki obróbki w programie
cyklicznym, który może zostać w każdej chwili
ponownie wykorzystywany.
„Uczenie“ zostaje wł czone przy pomocy softkey i
wyświetlone w paginie górnej.
Każdy program cykliczny posiada numer i krótkie
oznaczenie. Każdy cykl zostaje przedstawiony w
numerowanym wierszu. Numer wiersza nie ma
znaczenia dla przebiegu programu, cykle zostaj
odpracowywane jeden po drugim. Jeśli kursor
znajduje si w wierszu cyklu, to MANUALplus ukazuje
parametry cyklu.
Blok cykli zawiera:
Numer wiersza
używane narz dzie
oznaczenie cyklu
numer konturu ICP lub makrosa DIN (w [...])
Programowanie cykli
Jeśli operator zestawia nowy program cykliczny, to
nast puje to dla każdego cyklu według schematu
"wprowadzenie symulacja wykonanie zapis do
pami ci". Pojedyńcze, nast puj ce po sobie cykle
tworz program cykliczny.
Nast puje to poprzez zmian istniej cych
parametrów cykli, przez usuwanie istniej cych cykli i
poprzez doł czanie nowych cykli.
Jeżeli operator opuszcza tryb "uczenia" lub wył cza
maszyn , to program cykli zostaje zachowany.
Do edytora wytwarzania konturów ICP dochodzi si
poprzez klawisz funkcyjny, jeżeli zostanie wywołany
cykl ICP (patrz “Edycja konturów ICP“ na
stronie 243).
DIN makrosy programuje si w edytorze DIN i
wł cza do cyklu DIN. Edytor DIN osi ga si poprzez
klawisz funkcyjny, jeśli wybierzemy cykl DIN lub jeśli
wybrano "menu główne" (patrz “DIN
programowanie“ na stronie 278).
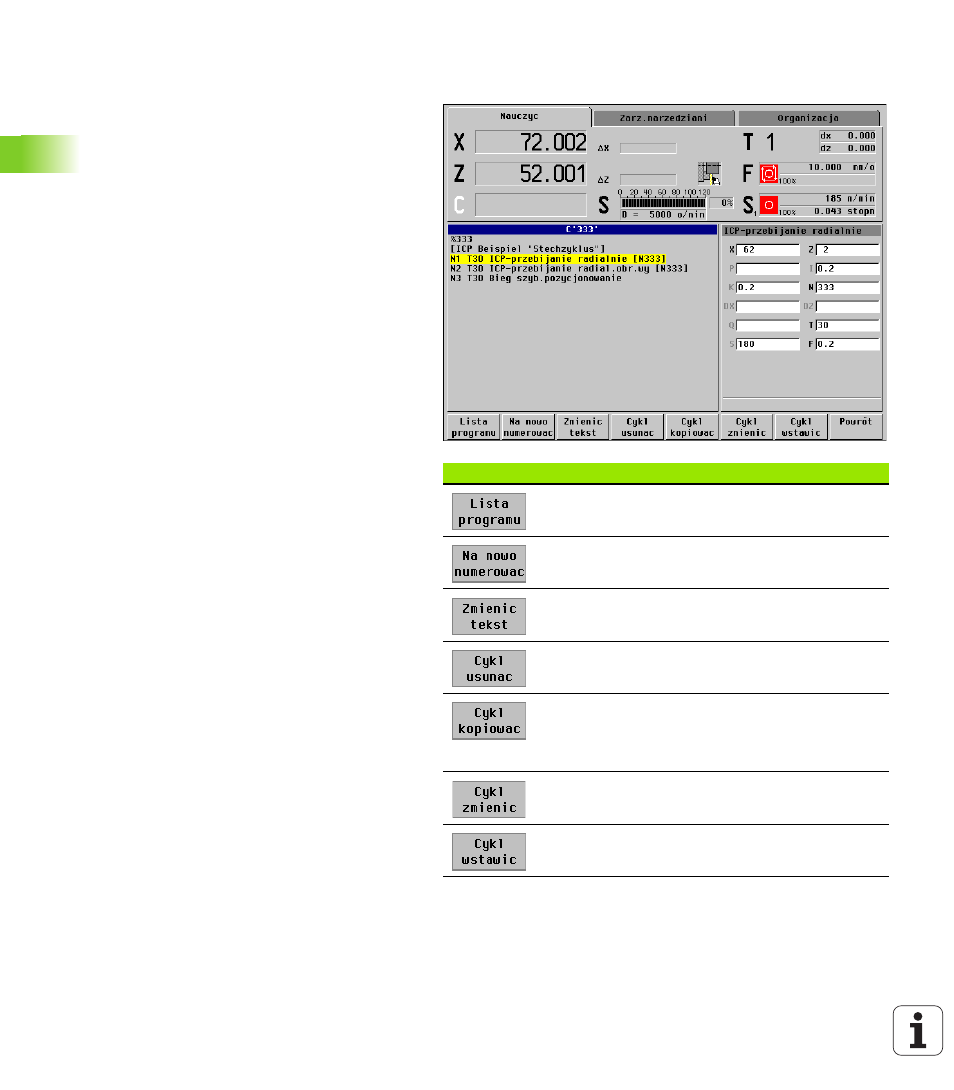
Softkeys
Przejście do „wyboru programów cyklicznych“
(patrz “Zarz dzanie programem“ na stronie 75).
Na nowo ponumerować numery wierszy cykli.
Wywołać klawiatur alfanumeryczn dla
wprowadzenia lub zmiany opisu programu.
Skasowanie wybranego cyklu.
Zapis parametrów cyklu do pami ci buforowej.
Nast puj ce potem „wł czenie cyklu” przejmuje
dane (przykład: przej cie parametrów cyklu
zgrubnego dla cyklu obróbki wykańczaj cej).
Zmienić parametry cyklu lub tryb cyklu (typ cyklu nie
może zostać zmieniony).
Wstawić nowy cykl poniżej kursora.