Odcinek z fazk g88, 12 pr oste cykle toczenia – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 323
HEIDENHAIN MANUALplus 4110
323
6.12 Pr
oste cykle toczenia
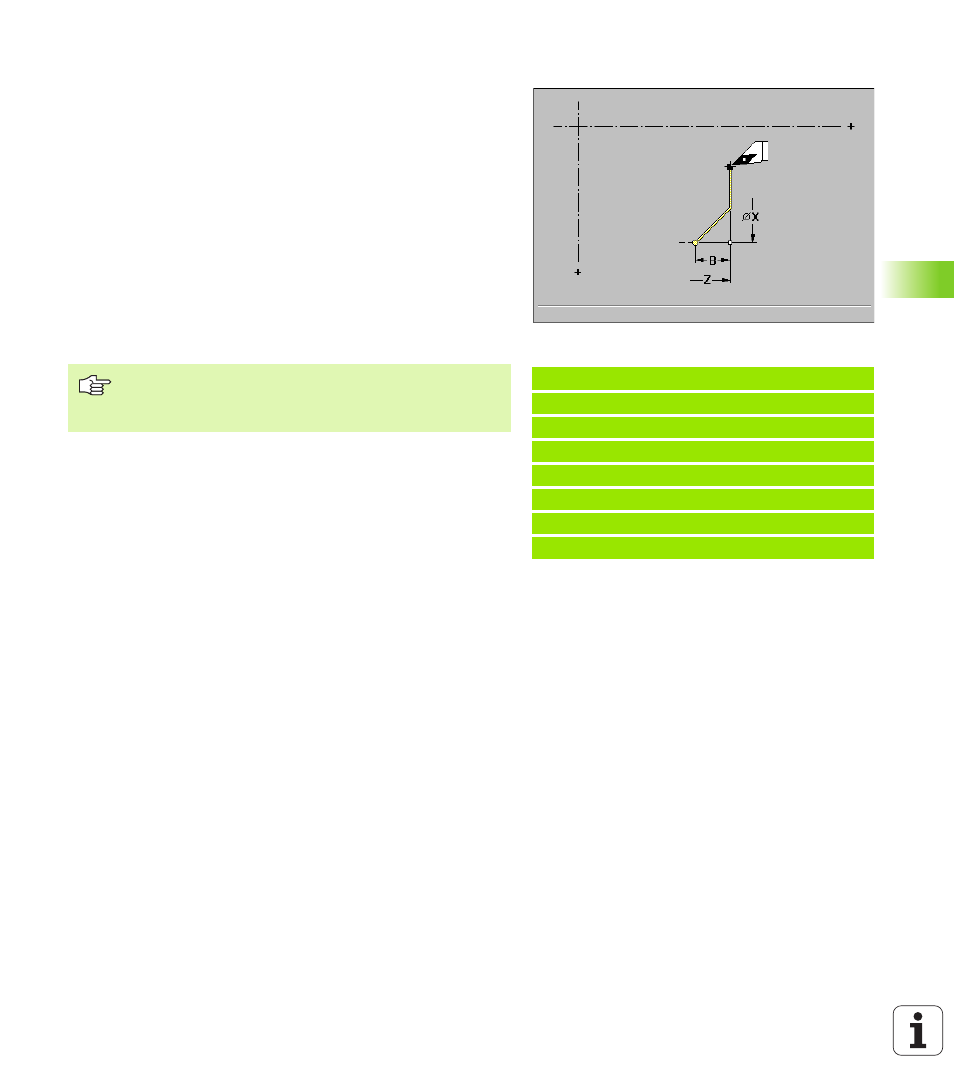
Odcinek z fazk G88
G88 wytwarza fazki na prostok tnych równoległych do osi
zewn trznych narożach. Poprzedni element wzdłużny lub planowy
zostaje obrabiany, jeśli narz dzie znajduje si przed wykonaniem
cyklu na współrz dnej X lub Z punktu narożnego. Fazki zostaj
obrabiane jednym przejściem skrawania.
MANUALplus ustala kierunek fazki z „orientacji narz dzia” (patrz
“Narz dzia tokarskie“ na stronie 419).
Pozycja narz dzia po wykonaniu cyklu: punkt końcowy fazki
Parametry
X punkt narożny (wymiar średnicy)
Z punkt narożny
B szerokość fazki
E zredukowany posuw: default: aktywny posuw
Przykład: G88
%88.nc
[G88]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2
N5 . . .
KONIEC
Korekcja promienia ostrza: zostaje
przeprowadzona.
Naddatki: nie zostaj wliczone.