Obróbka zgrubna równolegle do konturu g836, 11 cykle toczenia zwizane z przebiegiem konturu – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 317
HEIDENHAIN MANUALplus 4110
317
6.11 Cykle toczenia zwizane z przebiegiem konturu
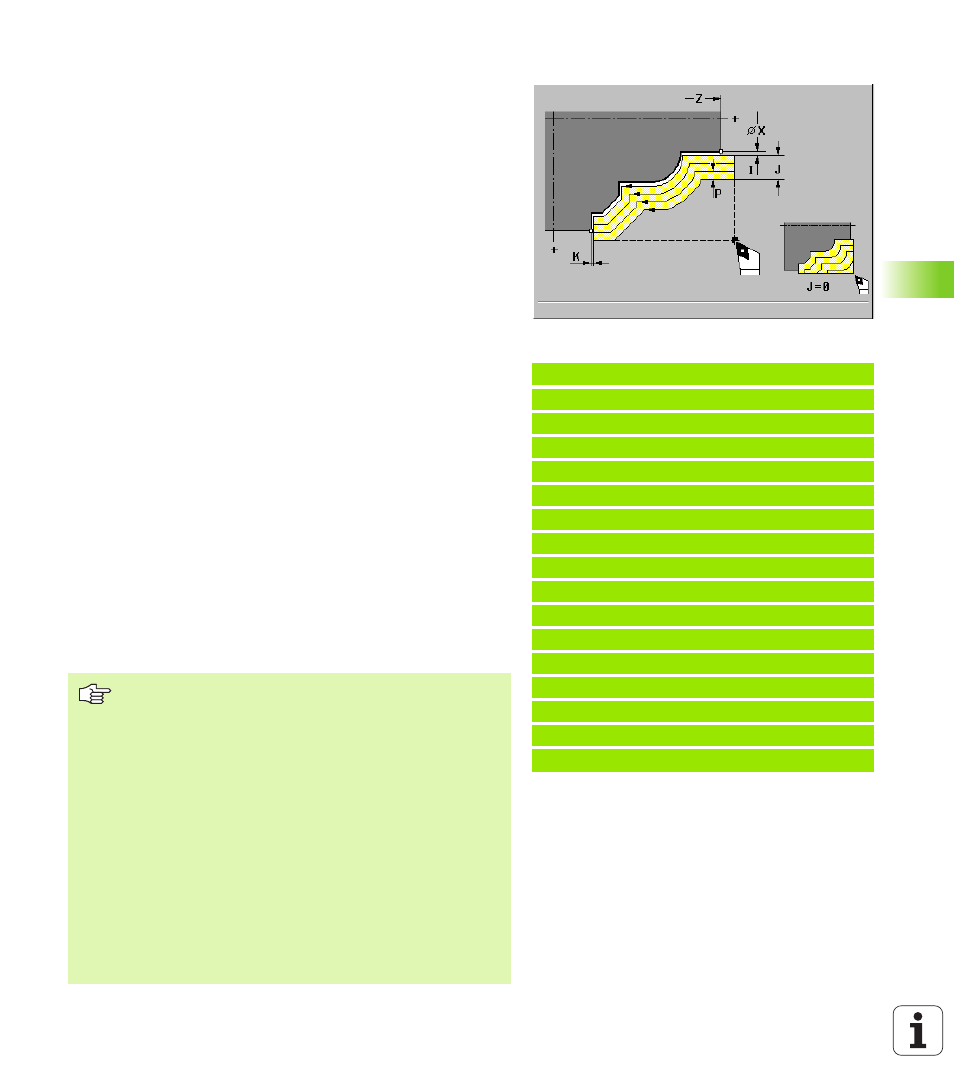
Obróbka zgrubna równolegle do konturu G836
G836 skrawa fragmenty przedmiotu równolegle do konturu. Punkt
startu konturu zostaje zdefiniowany albo w cyklu z „X, Z“ albo w
wierszu G0 po wywołaniu cyklu. Nast puj ce po G836 wiersze
opisuj fragment konturu. G80 zamyka opis konturu.
Parametry
X punkt startu (wymiar średnicy)
Z punkt startu
P maksymalne wci cie: gł bokość wci cia zależy od „J“.
Rozdzielenie skrawania zostaje tak obliczone, iż unika si „przejść
szlifowania”
J=0: P jest maksymaln gł bokości wci cia. Cykl redukuje
gł bokość wci cia, jeśli zaprogramowane wci cie nie jest
możliwe ze wzgl du na geometr ostrzy w kierunku planowym
lub wzdłużnym.
J>0: P jest gł bokości wci cia. To wci cie w materiał zostanie
wykorzystane w kierunku planowym i wzdłużnym.
I naddatek X (wymiar średnicy) – (default: 0)
K naddatek Z (default: 0)
J naddatek półwyrobu – cykl skrawa
J=0: od pozycji narz dzia
J>0: obszar opisany przy użyciu naddatku półwyrobu
Q obróbka zgrubna planowa (default: 0): obróbka wzdłużna lub
planowa
Q=0: obróbka wzdłużna
Q=1: obróbka planowa
Wskazówki dotycz ce odpracowania cyklu:
MANUALplus ustala kierunek skrawania i dosuwu na podstawie
aktualnej pozycji narz dzia wzgl dem punktu pocz tkowego/
końcowego fragmentu konturu.
Pozycja narz dzia po wykonaniu cyklu: punkt startu cyklu
Przykład: G836
%836.nc
[G836]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G836 P4 I1 K0.3
N4 G0 X80 Z0
N5 G1 Z 15 B 1
N6 G1 X102 B2
N7 G1 Z 22
N8 G1 X90 Zi 12 B1
N9 G1 Zi 6
N10 G1 X100 A80 B 1
N11 G1 Z 47
N12 G1 X110
N13 G0 Z2
N14 G80
KONIEC
Narz dzie musi na pocz tku cyklu znajdować si poza
zdefiniowanym obszarem konturu.
Korekcja promienia ostrza: zostaje przeprowadzona.
G57/G58 naddatki zostaj przeliczone, jeśli „I, K“ nie
s zaprogramowane. Po wykonaniu cyklu naddatki
zostan usuni te.
Bezpieczny odst p po przejściu: parametr „aktualne
parametry – obróbka – odst py bezpieczeństwa”
W przypadku naddatku dla półwyrobu J>0: prosz
używać jako „gł bokość wci cia P“ mniejsze wci cie,
jeśli ze wzgl du na geometri ostrzy maksymalne
wci cie w kierunku wzdłużnym różni si od wci cia w
kierunku planowym.
Parametr cyklu naddatek półwyrobu J dost pny jest
od wersji software NC 507 807 16 i 526 488 08. We
wcześniejszych wersjach software cykl skrawa od
pozycji narz dzia.