4 cykle skrawania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 128
Advertising
128
4 Programowanie cykli
4.4 Cykle skrawania
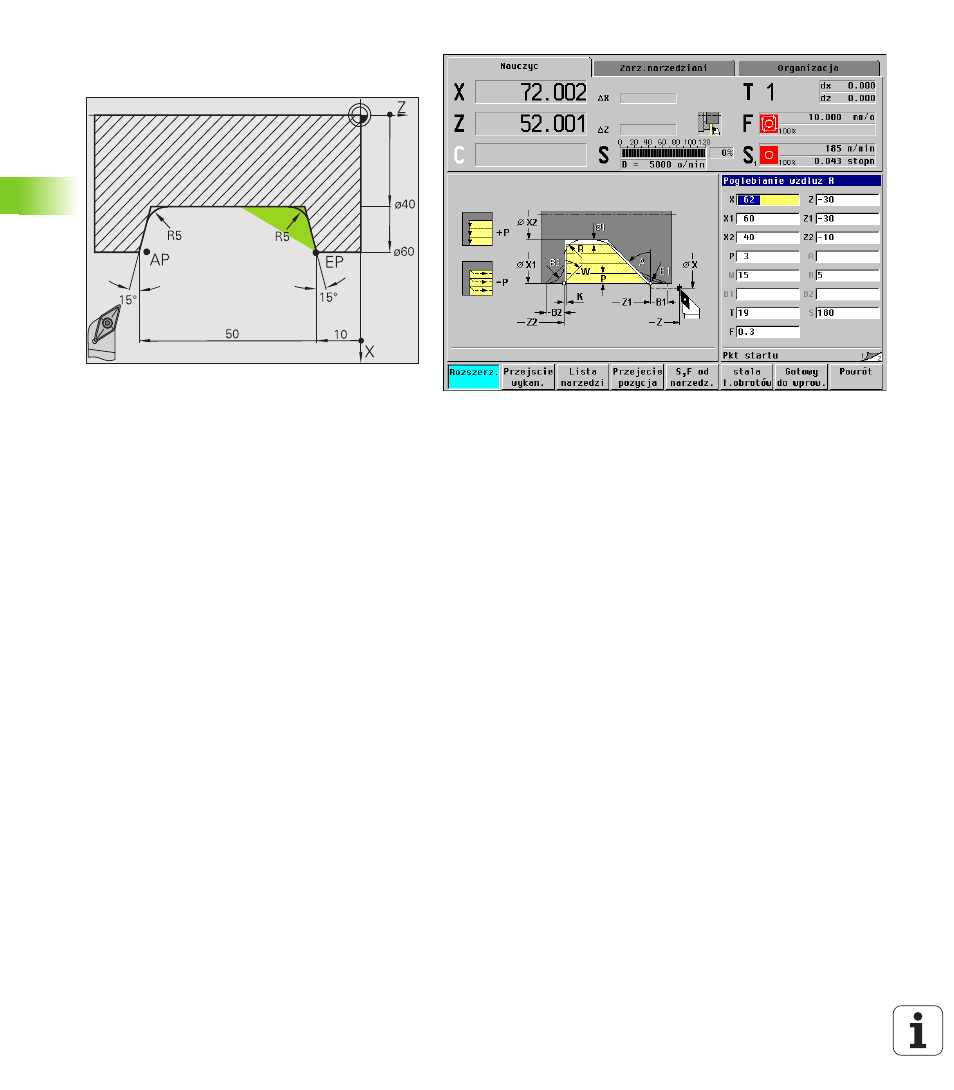
2. etap:
„Pozostały do usuni cia materiał” (zaznaczony
obszar na ilustracji po lewej u góry) zostaje
obrabiony zgrubnie z „pogł bianie wzdłuż –
rozszerzony”. Przed wykonaniem tego kroku zostaje
zmienione narz dzie.
„Rozszerzony tryb” zostaje używany, aby wytwarzać
zaokr glenia w zagł bieniu konturu.
Parametry „punkt pocz tkowy konturu X1, Z1” i
„punkt końcowy konturu X2, Z2” s miarodajnymi dla
kierunku skrawania i dosuwu tu obróbka
zewn trzna i dosuw „w kierunku –X”.
Parametr „punkt pocz tkowy konturu Z1” został
ustalony przy symulacji 1. kroku.
Dane o narz dziach
Narz dzia tokarskie (dla obróbki zewn trznej)
WO = 3 – orientacja narz dzia
A = 93° k t przystawienia
B = 55° – k t wierzchołkowy
Advertising