Wywołanie narz dzia, 3 dane maszynowe – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 47
HEIDENHAIN MANUALplus 4110
47
3.3
Dane maszynowe
Wywołanie narz dzia
T jest liter oznaczenia dla danych narz dzia. Po
literze „T” nast puj w zależności od używanego
suportu narz dziowego 2 lub 4 cyfry.
zamocowanie narz dzia (przykład: Mulitfix):
Wywołanie: "Tdd"
kilka zamocowań narz dzia (przykład
rewolwer): wywołanie: "Tddpp"
dd: pozycja w pliku narz dzia (lista narz dzi)
pp: pozycja suportu narz dziowego (pozycja
rewolwera)
W trybie manualnym wprowadzamy numer T w „T, S,
F nastawić” – w trybie uczenia „T” jest parametrem
cyklu.
Nap dzane narz dzia
Nap dzane narz dzie zostaje zdefiniowane w
opisie narz dzi.
W przypadku nap dzanych narz dzi wyświetlane
dane wrzeciona odnosz si do narz dzia.
Nast puj ce parametry wprowadzenia obowi zuj
dla wrzeciona 1, jeśli nap dzane narz dzie jest
aktywne:
Pr dkość obrotowa wrzeciona/stała pr dkość
skrawania
maksymalna pr dkość obrotowa
Posuw obrotowy przy „S, F, T nastawić".
Elementy wyświetlacza danych maszynowych
T wskazanie
Numer T używanego narz dzia
Wartości korekcji narz dzia
„T“ podświetlone kolorem: "odbita lustrzanie obróbka" jest
aktywna
S wskazanie
Symbol dla stanu wrzeciona
górne pole: zaprogramowana wartość
dolne pole: nastawienie regulatora override i rzeczywista
pr dkość obrotowa wrzeciona – przy regulowaniu położenia
(M19): pozycja wrzeciona
Stopień przekładni (mała liczba obok „S“)
"S" podświetlone kolorem: wskazanie obowi zuje dla
nap dzanego narz dzia
F wskazanie
Symbol dla stanu cyklu
górne pole: zaprogramowana wartość
dolne pole: nastawienie regulatora override i rzeczywisty posuw
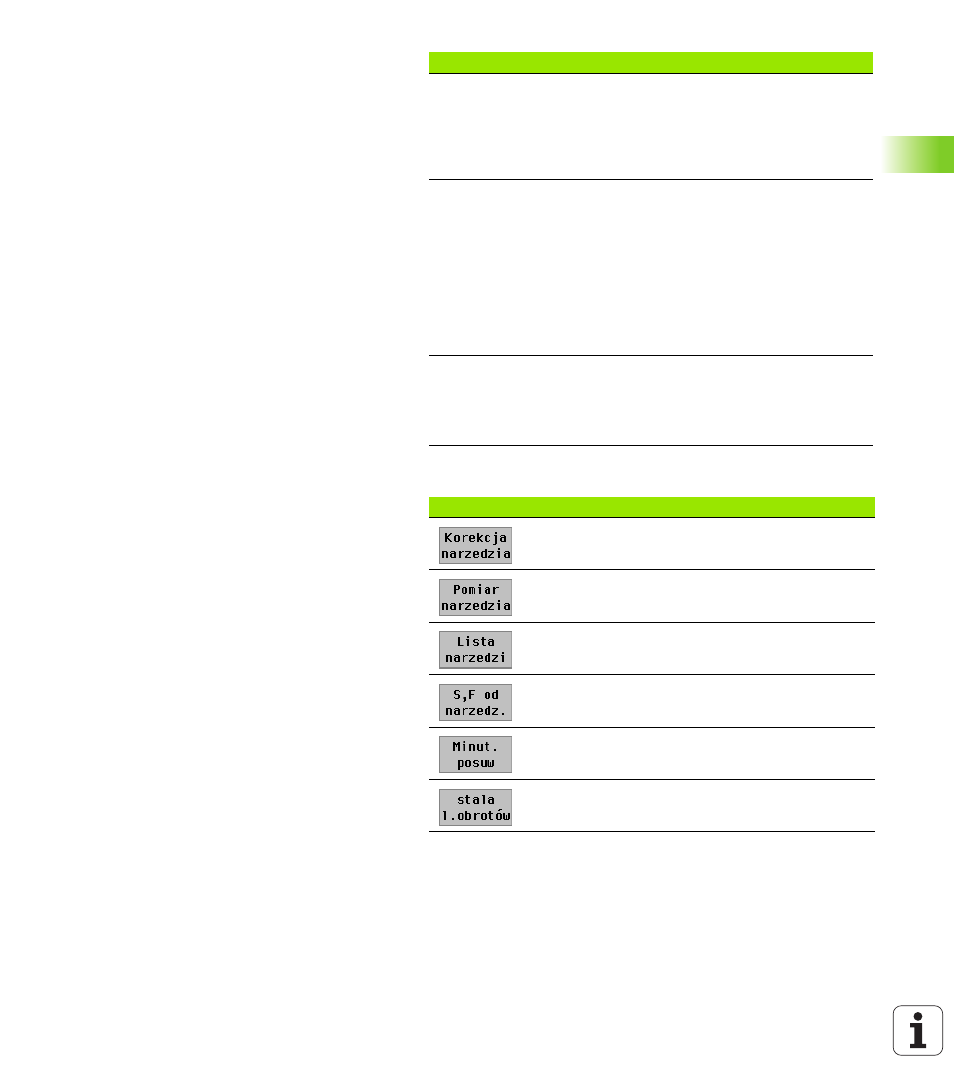
Softkeys przy „T, S, F nastawić“
patrz: “Korekcje narz dzia“ na stronie 58
patrz: “Nastawienie narz dzi“ na stronie 54
Wywołanie „listy narz dzi” – przej cie numeru T z
listy narz dzi możliwe
Przej cie pr dkości obrotowej i posuwu z danych o
narz dziach.
On: posuw minutowy (mm/min)
Off: posuw obrotowy (mm/obr)
On: stała pr dkość obrotowa (obr/min)
Off: stała pr dkość skrawania (m/min)