Cykl toczenia poprzecznego wzdłuż g815/plan g825, 14 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 333
HEIDENHAIN MANUALplus 4110
333
6.14 Cykle toczenia poprzecznego
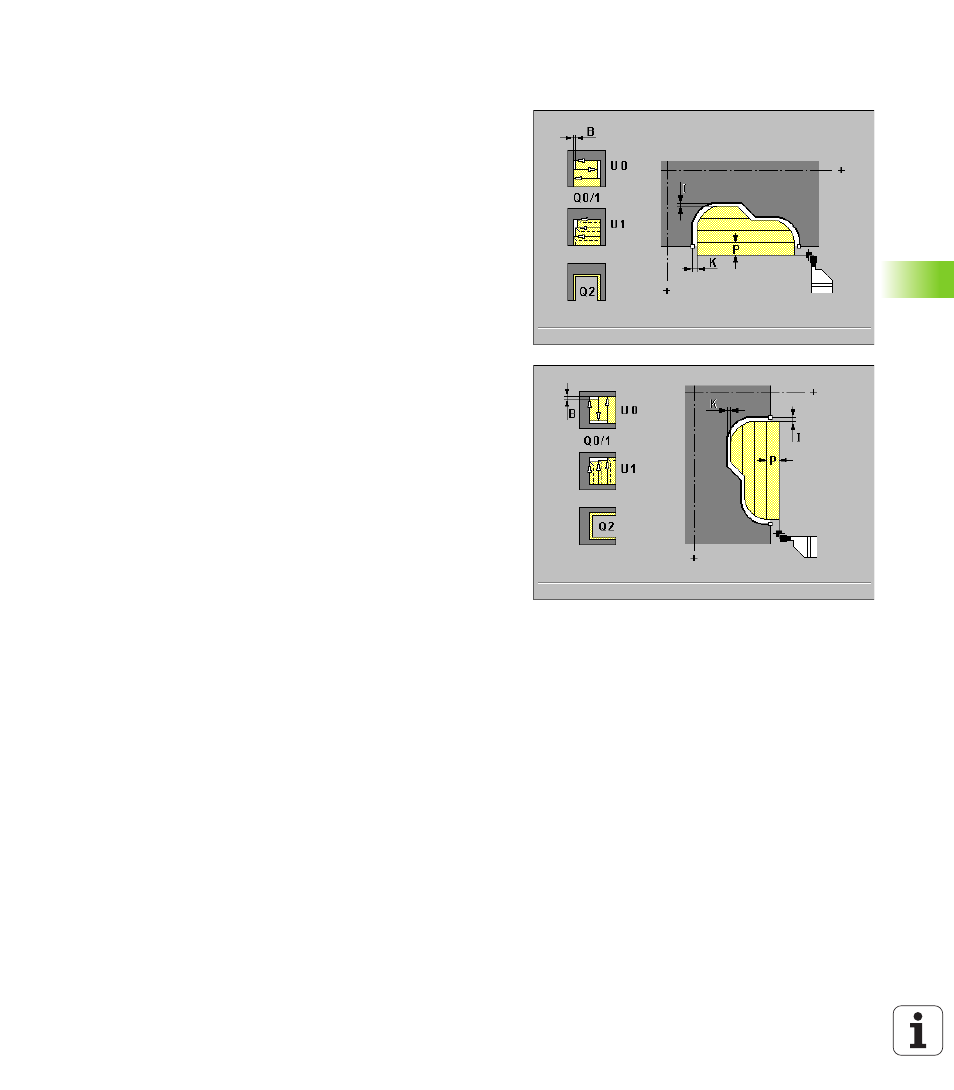
Cykl toczenia poprzecznego wzdłuż G815/
plan G825
Cykl skrawa opisany przez pozycj narz dzia i w opisie konturu w
nast pnych wierszach zdefiniowany obszar konturu (patrz “Opis
konturu“ na stronie 310).
Parametry
X ograniczenie skrawania (wymiar średnicy)
Z ograniczenie skrawania
P maksymalne wci cie: rozdzielenie skrawania zostaje tak
obliczone, iż unika si „przejść szlifowania” i wci cie <= P.
I naddatek X (default: 0)
K naddatek Z (default: 0)
O obróbka zgrubna/obróbka wykańczaj ca (default: 0)
Q=0: najpierw nast puje przecinanie wst pne przy
uwzgl dnieniu naddatków i nast pnie obróbka wykańczaj ca z
posuwem E
Q=1: tylko obróbka zgrubna
Q=2: tylko obróbka na gotowo – „I, K” definiuje przewidziany do
skrawania materiał
U obróbka toczeniem jednokierunkowa (default: 0):
U=0: dwukierunkowo
U=1: jednokierunkowo
– G815: w kierunku wrzeciona głównego
– G825: w kierunku definicji konturu
B szerokość przesuni cia (default: 0)
R korekcja gł bokości toczenia (default: 0)
O posuw podcinania (default: aktywny posuw)
E posuw wykańczania (default: aktywny posuw)