5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 151
HEIDENHAIN MANUALplus 4110
151
4.5 Cykle toczenia poprzecznego
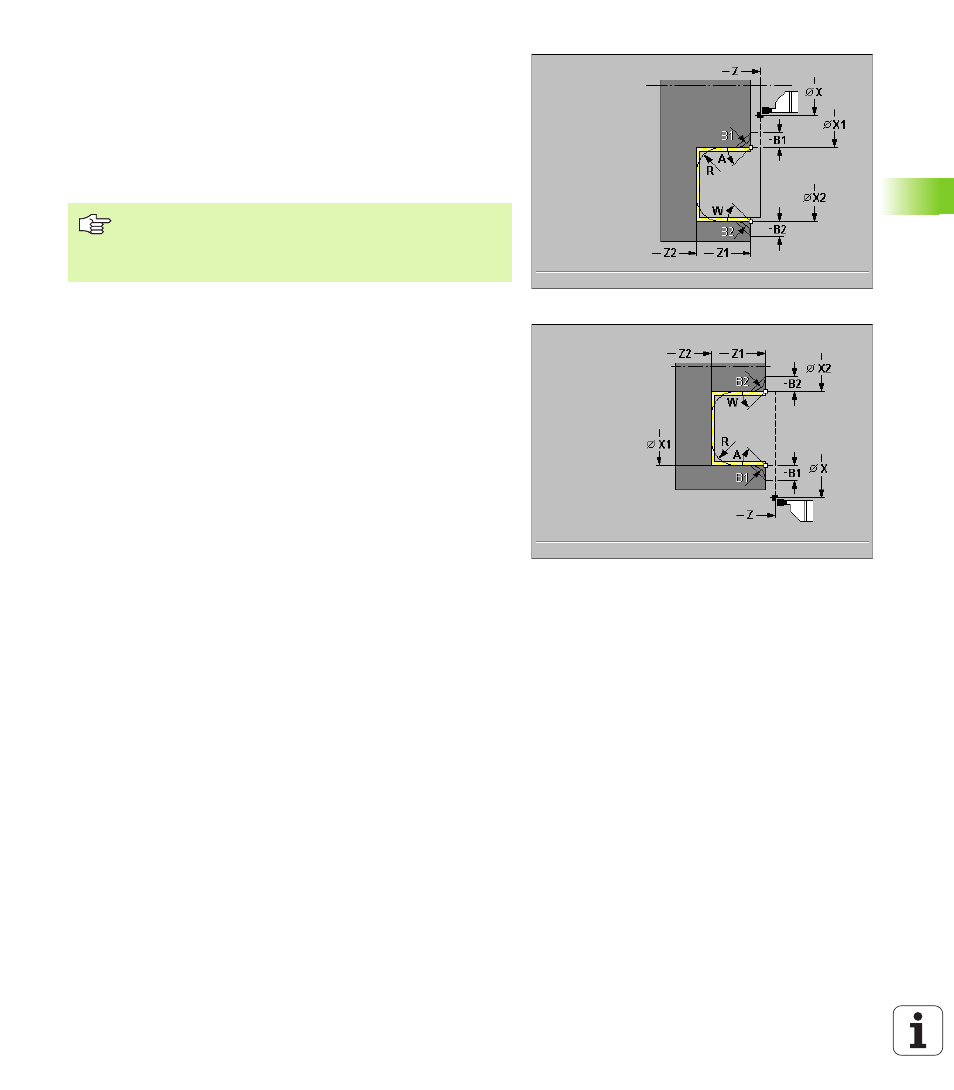
Przy pomocy nast puj cych wybieralnych parametrów operator
definiuje:
A:
powierzchnia ukośna na pocz tku konturu
W:
powierzchnia ukośna na końcu konturu
R:
zaokr glenie (w obydwu narożach doliny konturu)
B1:
fazka/zaokr glenie na pocz tku konturu
B2:
fazka/zaokr glenie na końcu konturu
Wykonanie cyklu
1
dosuwa od punktu „X, Z”
2
obrabia na gotowo pierwszy bok zarysu gwintu przy
uwzgl dnieniu wybieralnych elementów konturu, potem
zagł bienie konturu przed „punktem końcowym Z2/X2”
3
dosuwa równolegle do osi dla obróbki wykańczaj cej drugiego
boku zarysu gwintu
4
obrabia na gotowo drugi bok zarysu gwintu przy uwzgl dnieniu
wybieralnych elementów konturu, potem reszt doliny konturu
konturu
5
obrabia na gotowo fazk /zaokr glenie na pocz tku/końcu
konturu, jeśli zdefiniowano
Przy pomocy „naddatków półwyrobu I, K” definiujemy
materiał, skrawany przy cyklu obróbki wykańczaj cej.
Dlatego też należy koniecznie podać naddatki przy
obróbce wykańczaj cej toczenia poprzecznego.