Frezowanie powierzchni, powierzchnia czołowa g797, 20 obróbka powierzchni czołowej – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 366
366
6 DIN programowanie
6.20 Obróbka powierzchni czołowej
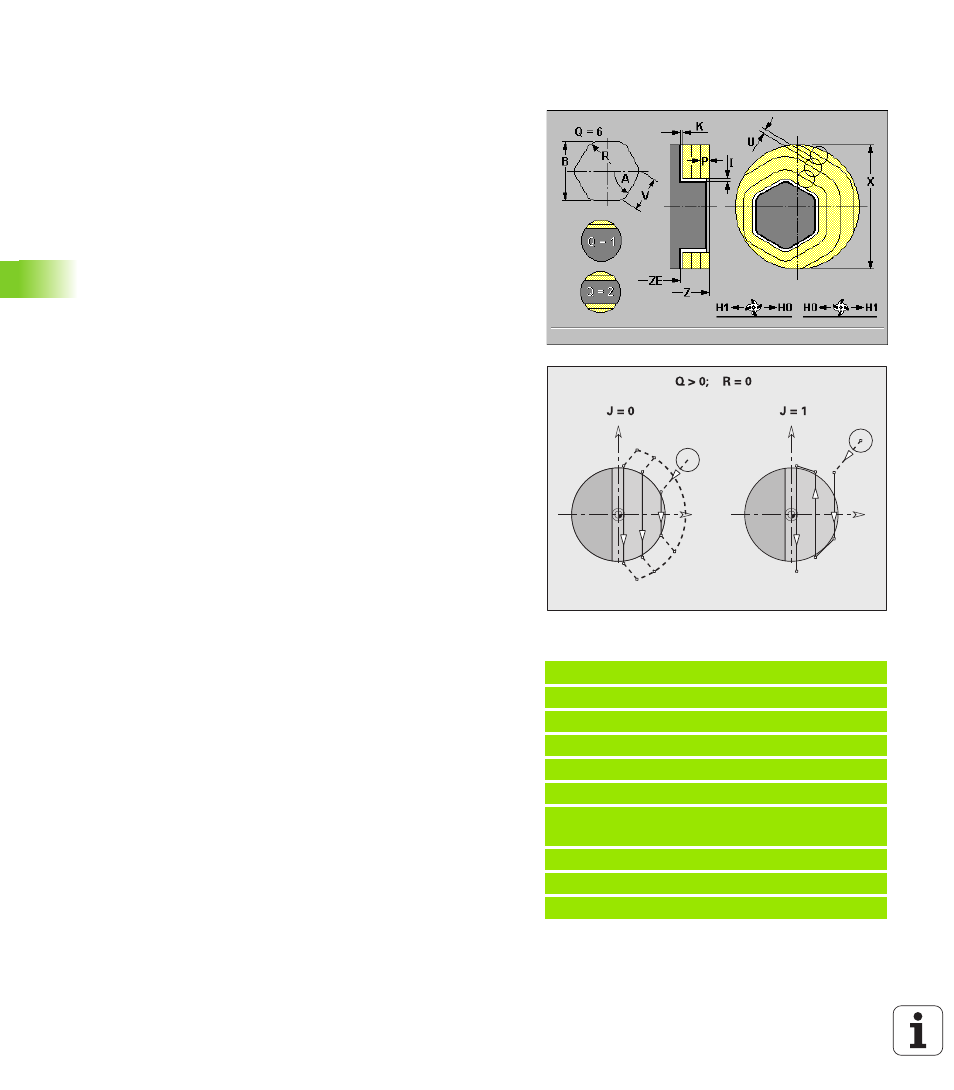
Frezowanie powierzchni, powierzchnia
czołowa G797
G797 frezuje w zależności od „Q” płaszczyzny, wielok t lub
zdefiniowan w poleceniu po G797 figur .
Parametry
X średnica ograniczenia
Z górna kraw dź frezowania
ZE dno frezowania
B szerokość rozwarcia (pomijana przy Q=0): definiuje materiał,
który pozostaje. Przy parzystej liczbie powierzchni można
zaprogramować „B” alternatywnie do „V”.
Q=1: grubość pozostała
Q>=2: rozwartość klucza
V długość kraw dzi – pomijana przy Q=0
R fazka/zaokr glenie – pomijane przy Q=0
R<0: długość fazki
R>0: promień zaokr glenia
A k t nachylenia (baza patrz rysunek pomocniczy) – pomijany
przy Q=0
Q liczba powierzchni (default: 0):
Zakres: 0 <= Q <= 127
Q=0: po G979 nast puje opis figury
Q=1: powierzchnia
Q=2: dwie przesuni te wzajemnie o 180° płaszczyzny
Q=3: trójk t
Q=4: prostok t, kwadrat
Q>4: wielok t
P maksymalne wci cie (default: całkowita gł bokość jednego
wci cia)
U współczynnik nałożenia (default: 0,5): minimalne nałożenie
torów frezowania = U*średnica freza
I naddatek równolegle do konturu
K naddatek Z (w kierunku dosuwu)
F posuw wci cia dla wci cia na gł bokość (standard: aktywny
posuw)
E zredukowany posuw dla elementów kołowych (default:
aktywny posuw)
H kierunek ruchu freza (default: 0): wpływa wraz z kierunkiem
obrotu freza na kierunek frezowania (patrz rysunek pomocniczy)
H=0: przeciwbieżnie
H=1: współbieżnie
O obróbka zgrubna/obróbka wykańczaj ca (default: 0)
O=0: obróbka zgrubna
O=1: obróbka wykańczaj ca
Przykład: G797
%797.nc
[G797]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G797 X100 Z0 ZE 5 B50 R2 A0 Q4 P2
U0.5
N6 G100 Z2
N7 M15
KONIEC