Przesuni cie punktu zerowego absolutne g59, 9 przesunicia punktu zer o wego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 307
Advertising
HEIDENHAIN MANUALplus 4110
307
6.9 Przesunicia punktu zer
o
wego
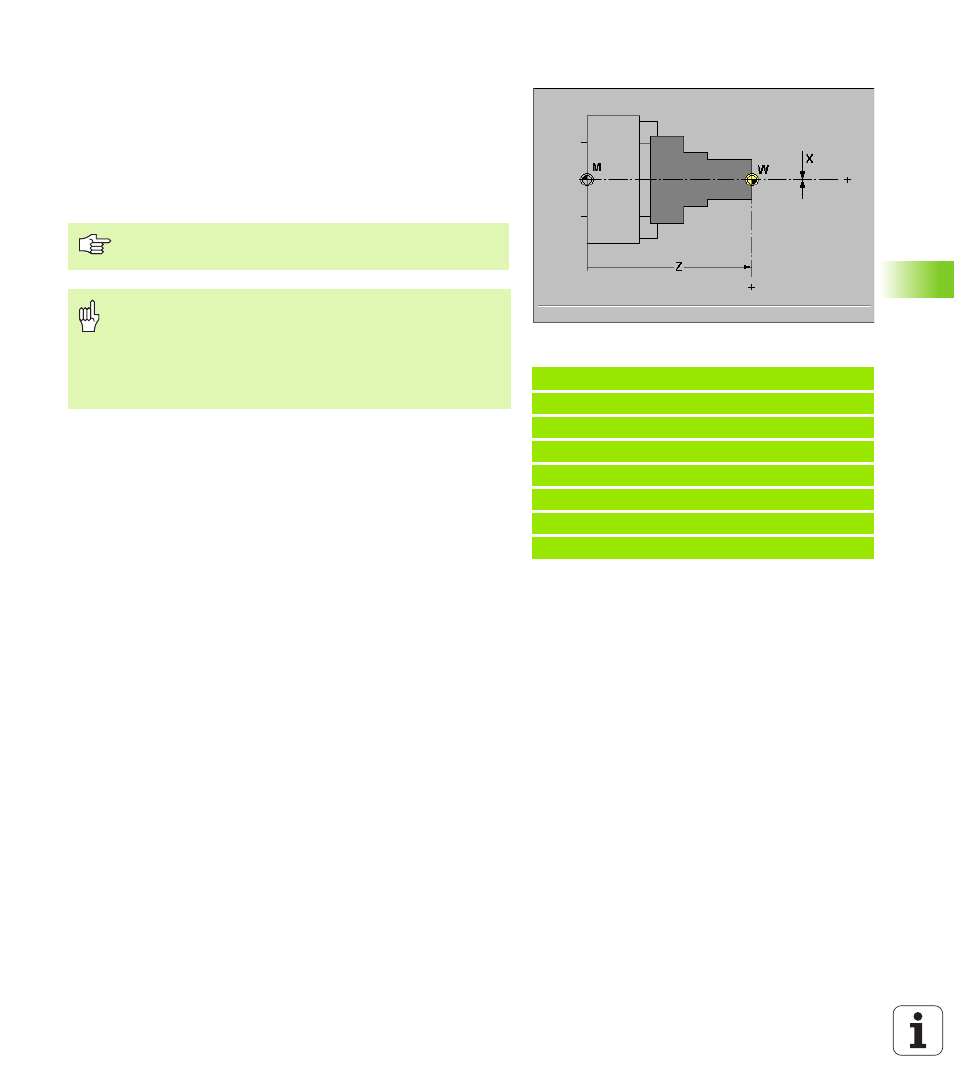
Przesuni cie punktu zerowego absolutne G59
G59 wyznacza punkt zerowy obrabianego przedmiotu na „X, Z”.
Nowy punkt zerowy obrabianego przedmiotu obowi zuje do końca
programu.
Parametry
X przesuni cie punktu zerowego (wymiar średnicy)
Z przesuni cie punktu zerowego
Przykład: G59
%59.nc
[G59]
N1 G59 Z256
N2 G14 Q0
N3 T3 G95 F0.25 G96 S200 M3
N4 G0 X62 Z2
N5 . . .
KONIEC
G59 anuluje dotychczasowe przesuni cia punktu
zerowego (poprzez G51, G56 lub G59).
Uwaga niebezpieczeństwo kolizji
Programowanie cykli: w makrosach DIN przesuni cie
punktu zerowego zostaje zresetowane przy końcu cyklu.
Dlatego też prosz nie używać makrosów DIN z
przesuni ciami punktu zerowego w programowaniu
cykli.
Advertising