14 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 332
332
6 DIN programowanie
6.14 Cykle toczenia poprzecznego
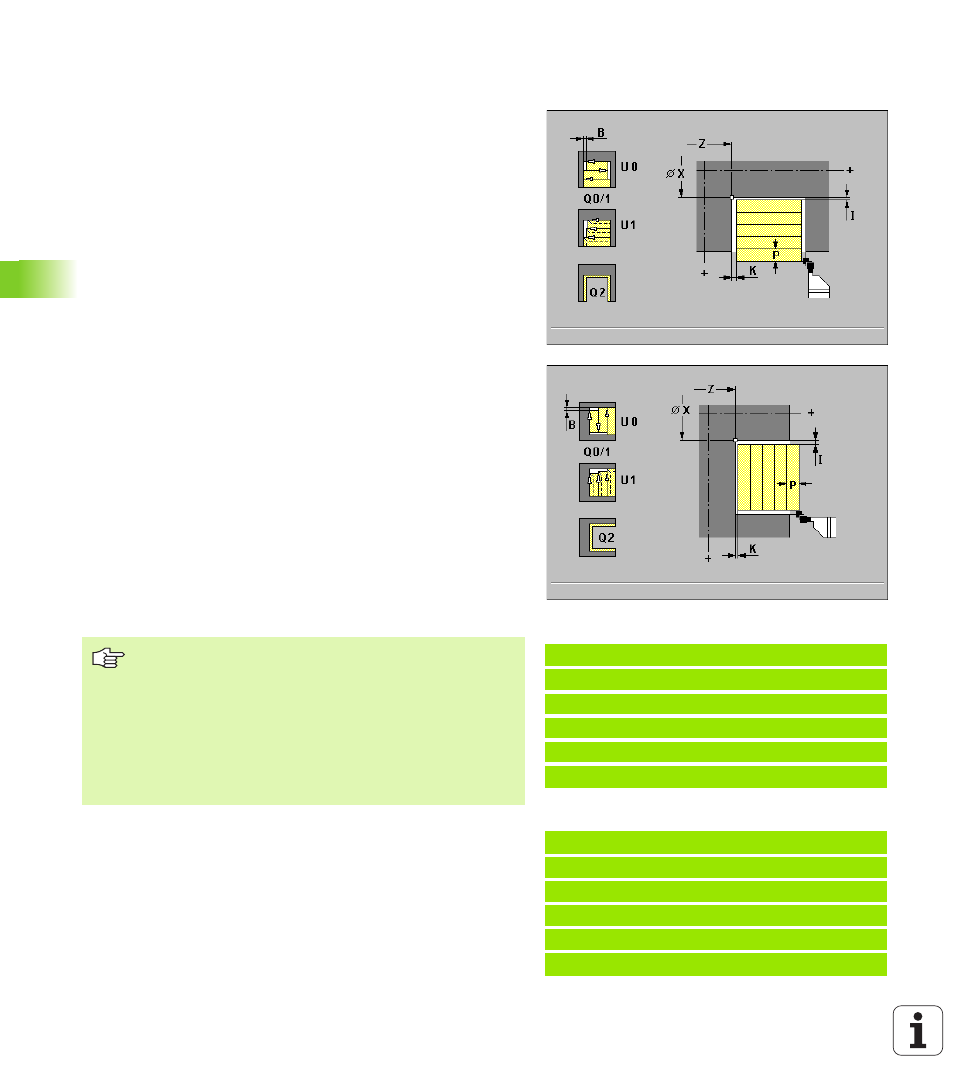
Prosty cykl przecinania wzdłużnie G811/
planowo G821
Cykl skrawa opisany przez pozycj narz dzia i „X, Z” prostok t.
Parametry
X punkt narożny dna X (wymiar średnicy)
Z punkt narożny dna Z
P maksymalne wci cie: rozdzielenie skrawania zostaje tak
obliczone, iż unika si „przejść szlifowania” i wci cie <= P.
I naddatek X (default: 0)
K naddatek Z (default: 0)
O obróbka zgrubna/obróbka wykańczaj ca (default: 0)
Q=0: najpierw nast puje przecinanie wst pne przy
uwzgl dnieniu naddatków i nast pnie obróbka wykańczaj ca z
posuwem E
Q=1: tylko obróbka zgrubna
Q=2: tylko obróbka na gotowo – „I, K” definiuje przewidziany do
skrawania materiał
U obróbka toczeniem jednokierunkowa (default: 0):
U=0: dwukierunkowo
U=1: jednokierunkowo
– G811: w kierunku wrzeciona głównego
– G821: w kierunku „punktu narożnego dna X“
B szerokość przesuni cia (default: 0)
O posuw podcinania (default: aktywny posuw)
E posuw wykańczania (default: aktywny posuw)
Wskazówki dotycz ce odpracowania cyklu:
Pozycja narz dzia po wykonaniu cyklu: punkt startu cyklu
Przykład: G811
%811.nc
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z 30
N3 G811 X80 Z 60 P2 Q1 B0.1 O0.2
KONIEC
Przykład: G821
%821.nc
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z 15 P2 Q1 B0.1 O0.25
KONIEC
Naddatki I, K musz w przypadku toczenia
poprzecznego – obróbki wykańczaj cej (Q=2) zostać
koniecznie podane, ponieważ tu zostaje zdefiniowany
materiał, skrawany przy obróbce wykańczaj cej.
Korekcja promienia ostrza: zostaje
przeprowadzona.
G57/G58 naddatki zostaj przeliczone, jeśli „I, K“ nie
s zaprogramowane. Po wykonaniu cyklu naddatki
zostan usuni te.