5 icp przykład „frezowanie – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 507
HEIDENHAIN MANUALplus 4110
507
9.5 ICPprzykład „fr
e
zowanie”
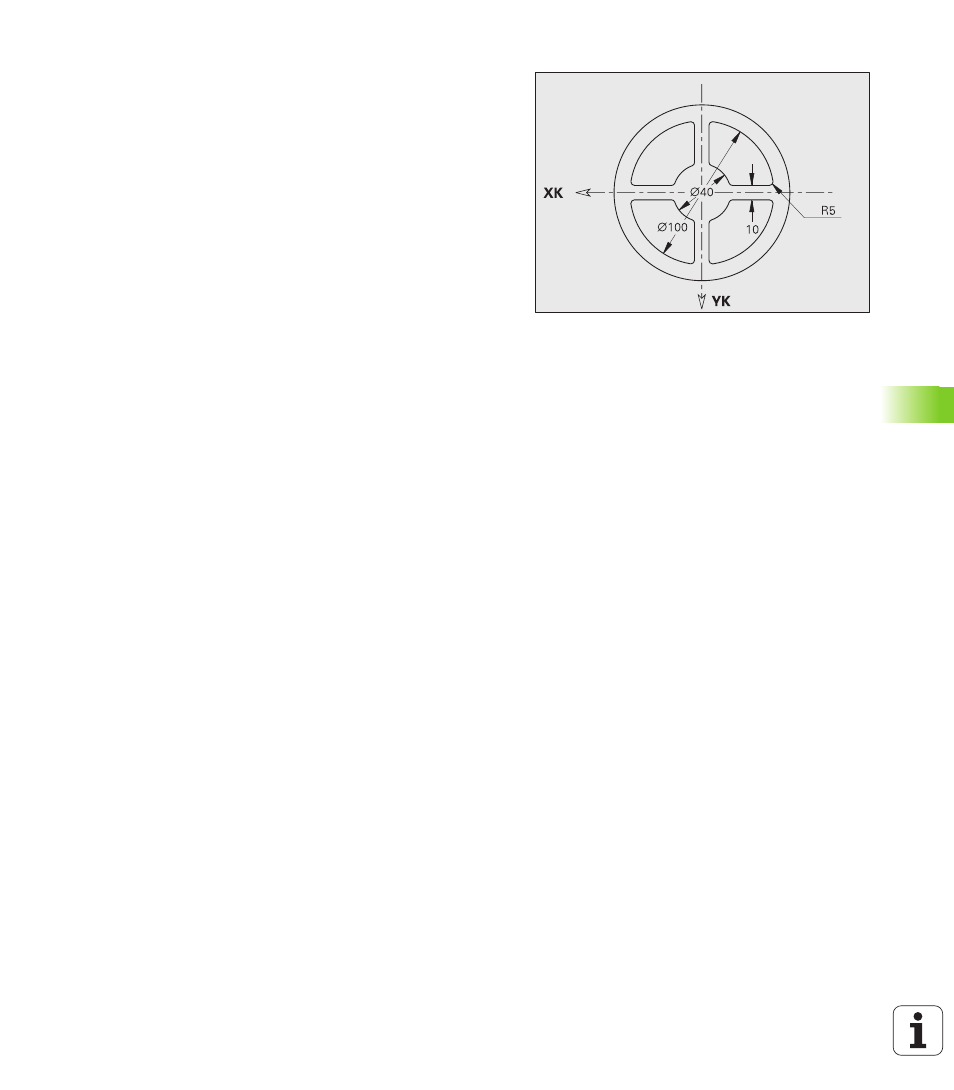
9.5 ICP przykład „frezowanie”
Przykład frezowania objaśnia użycie ICP konturu przy obróbce
wzoru (szablonu). Wychodz c z rysunku technicznego zostaj
objaśnione poszczególne kroki robocze dla wytworzenia ICP
konturu i dla wł czenia tego konturu do ICP cykli.
Na końcu obróbki znajduje si do dyspozycji ICP opis konturu i
program cykliczny.
Obróbka nast puje z „ICP kontur wzór okr żnie osiowo”.
Zastosowane narz dzie
Narz dzie frezarskie:
Pozycja T40
WO = 8 orientacja narz dzia
I = 8 średnica freza
K= 4 liczba z bów
TF = 0,025 posuw na jeden z b
Przebieg pracy
zakłada si iż:
– obróbka toczeniem jest zakończona
– wymiary narz dzia s ustalone
przejście do „nauczenia”
Zapisać cykle pozycjonowania dla zmiany narz dzia
Wywołać „kontur ICP osiowo“
Doł czyć „wzór kołowo“
ICP kontur zapisać
Wł czyć ICP kontur do cyklu frezowania zgrubnie
Wytworzenie cyklu frezowania obróbka na gotowo
Wł czyć ICP kontur do cyklu frezowania na gotowo
Definicja konturu ICP we wzorach
W tym przyk adzie zostaje zaprogramowany pierwszy kontur
frezowania, tak jak to podano na rysunku technicznym. Dlatego
obowi zuje ten skok współrz dnych jako punkt referencyjny przy
definicji pozycji wzoru.
Alternatywnie można wymierzyć pierwszy kontur frezowania „w
pocz tku układu współrz dnych” i zdefiniować położenie konturów
frezowania na pozycjach wzoru.