12 proste cykle toczenia, Obróbka zgrubna wzdłużna g81 – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 319
HEIDENHAIN MANUALplus 4110
319
6.12 Pr
oste cykle toczenia
6.12 Proste cykle toczenia
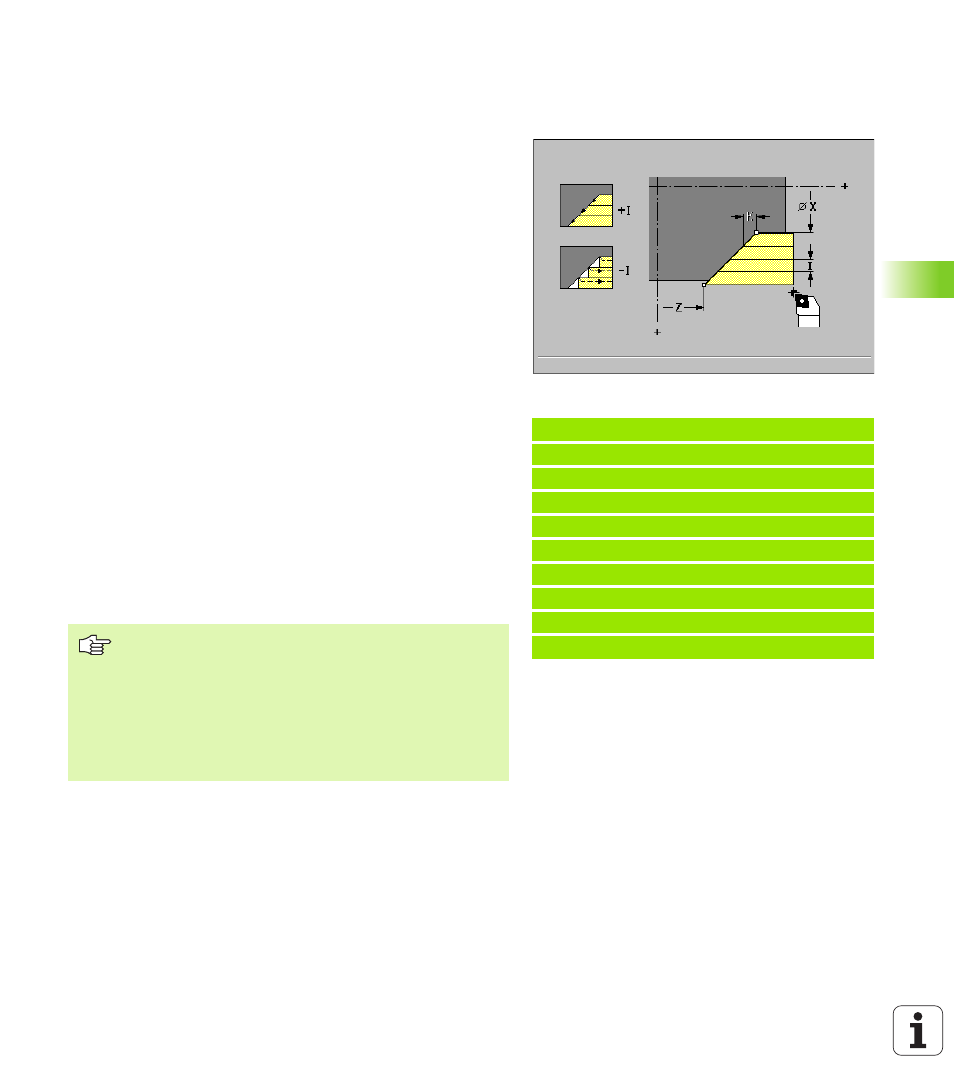
Obróbka zgrubna wzdłużna G81
G81 skrawa opisany poprzez aktualn pozycj narz dzia i „X/Z”
obszar konturu w kierunku wzdłużnym.
Parametry
X punkt pocz tkowy fragmentu konturu (wymiar średnicy)
Z punkt końcowy fragmentu konturu
I maksymalne wci cie w X: rozdzielenie skrawania zostaje tak
obliczone, iż unika si „przejść szlifowania” i wci cie <= I.
I>0: z obci ganiem konturu
I<0: bez obci gania konturu
K przesuni cie: wci cie w Z (default: 0)
Q G współ. wci cia: instrukcja G, przy pomocy której zostaje
przeprowadzone wci cie
Q=0: wci cie z G0
Q=1: wci cie z G1
V rodzaj wyjścia z materiału (default: 0)
V=0: powrót do punktu startu cyklu w Z i ostatniej średnicy
wznoszenia w X
V=1: powrót do punktu startu cyklu
Wskazówki dotycz ce odpracowania cyklu:
K t płaszczyzny ukośnej definiujemy z „I” i „K”.
MANUALplus ustala kierunek skrawania i dosuwu na podstawie
aktualnej pozycji narz dzia wzgl dem punktu pocz tkowego/
końcowego fragmentu konturu.
Przykład: G81
%81.nc
[G81]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z 70 I4 K4 V0
N4 G0 X100 Z2
N5 G81 X80 Z 60 I 4 K2 V1
N6 G0 X80 Z2
N7 G81 X50 Z 45 I4 Q1
KONIEC
Korekcja promienia ostrza: nie zostaje
przeprowadzona.
Naddatki: G57 naddatki zostaj wliczone. Po
wykonaniu cyklu pozostaj one aktywne.
Naddatki dla konturów wewn trznych:
programujemy ujemne G57 naddatki (możliwe tylko
„wolne wprowadzenie”)
Odst p bezpieczeństwa po przejściu: 1mm.