5 cykle toczenia poprzecznego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 150
150
4 Programowanie cykli
4.5 Cykle toczenia poprzecznego
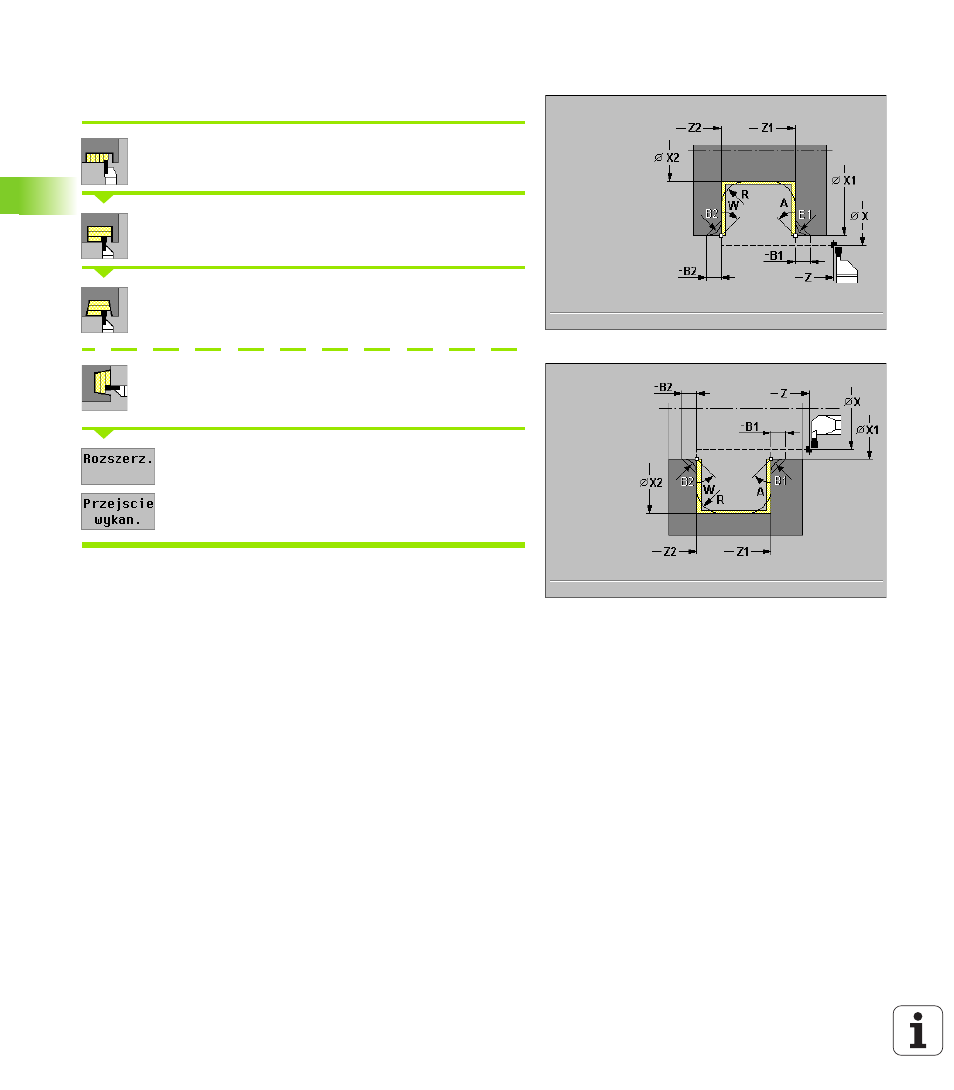
Toczenie poprzeczne radialnie/osiowo
obróbka wykańczaj ca – rozszerzone
Wybór „cykli toczenia poprzecznego”
Wybrać „toczenie poprzeczne”
„Toczenie poprzeczne radialnie” wybrać (ilustracje
po prawej)
„Toczenie poprzeczne osiowo“ wybrać (ilustracje na
nast pnej stronie)
Rozszerzone wł czyć
Przejście wykańczaj ce wł czyć
Cykl obrabia na gotowo fragment konturu od „X1, Z1” do „X2, Z2”
(patrz także “Toczenie poprzeczne“ na stronie 143).
Parametry cyklu
Punkt startu X, Z
X1, Z1 punkt pocz tkowy konturu
X2, Z2 punkt końcowy konturu
O posuw podcinania – domyślnie: aktywny posuw
A k t pocz tkowy: zakres: 0° <= A < 90°
W k t końcowy: zakres: 0° <= W < 90°
R zaokr glenie
B1, B2 fazka/zaokr glenie (B1 pocz tek konturu, B2 koniec
konturu)
B>0: promień zaokr glenia
B<0: szerokość fazki
Korekcja gł bokości toczenia RB:
T numer narz dzia
S pr dkość obrotowa/pr dkość skrawania
F posuw obrotowy
I, K naddatek półwyrobu X, Z