Przesuni cie punktu zerowego addytywnie g56, 9 przesunicia punktu zer o wego – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 306
306
6 DIN programowanie
6.9 Przesunicia punktu zer
o
wego
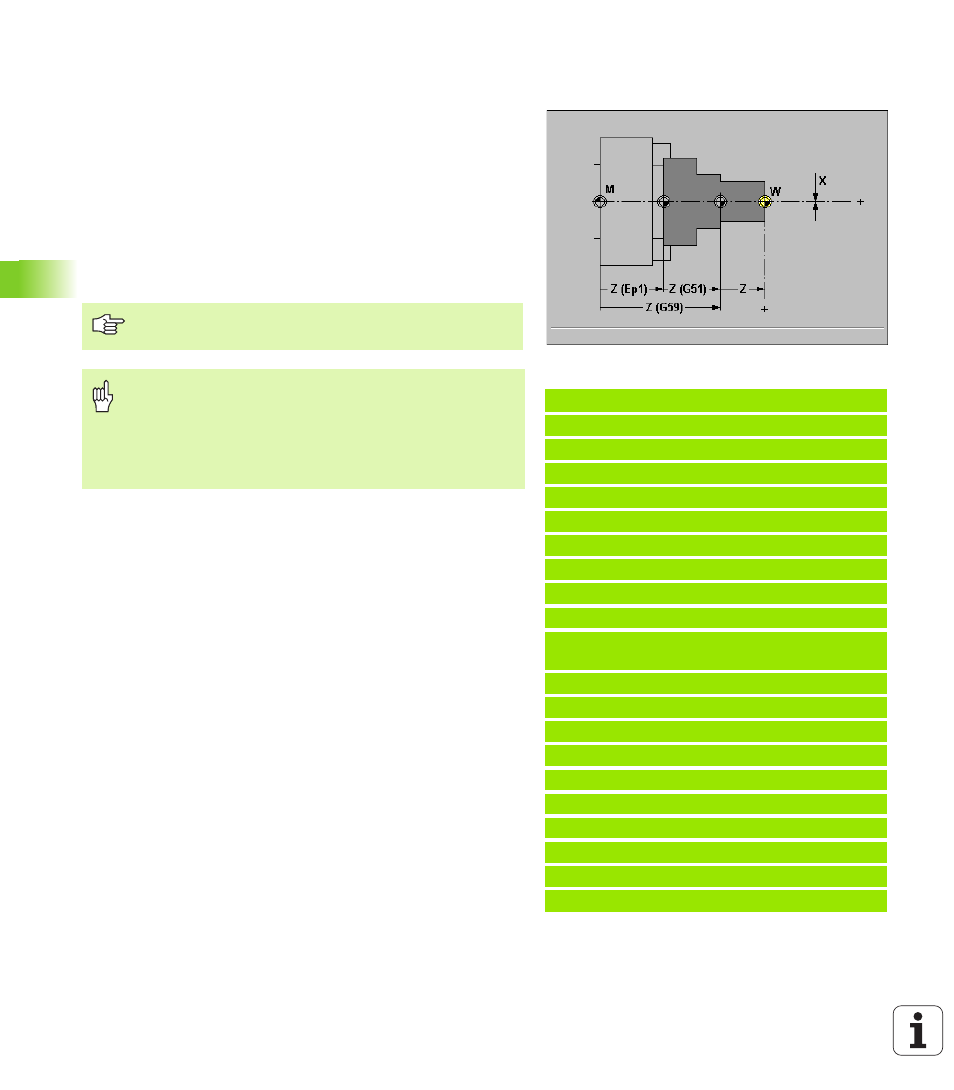
Przesuni cie punktu zerowego addytywnie
G56
G56 przesuwa punkt zerowy obrabianego przedmiotu o „Z” (lub „X”).
Przesuni cie odnosi si do aktualnie obowi zuj cego punktu
zerowego obrabianego przedmiotu.
Jeśli programujemy kilkakrotnie G56, to przesuni cie zostaje zawsze
dodawane do aktualnie obowi zuj cego punktu zerowego
przedmiotu.
Parametry
X przesuni cie (wymiar średnicy)
Z przesuni cie
Przykład: G56
%56.nc
[G56]
N1 T30 G95 F0.25 G96 S200 M3
N2 G0 X62 Z 15
N3 G862 Q0
N4 G0 X60 Z 19.2327
N5 G3 X58.5176 Z 20.1986 R1 I 1 K0
N6 G1 X48 Z 21.6077 B1
N7 G1 Z 28.3923 B1
N8 G1 X58.5176 Z 29.8014
N9 G3 X60 Z 30.7673 R1 I 0.2588 K
0.9659
N10 G80
N11 G56 Z 28
N12 G0 X62 Z 15
N13 G862 Q0
N14 G0 X60 Z 19.2327
N.. . . .
N.. G80
N.. G56 Z 28
N.. . . .
KONIEC
G51 lub G59 anuluj addytywne przesuni cia punktu
zerowego.
Uwaga niebezpieczeństwo kolizji
Programowanie cykli: w makrosach DIN przesuni cie
punktu zerowego zostaje zresetowane przy końcu cyklu.
Dlatego też prosz nie używać makrosów DIN z
przesuni ciami punktu zerowego w programowaniu
cykli.