Obróbka wykańczaj ca konturu g89, 11 cykle toczenia zwizane z przebiegiem konturu – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 318
318
6 DIN programowanie
6.11 Cykle toczenia zwizane z przebiegiem konturu
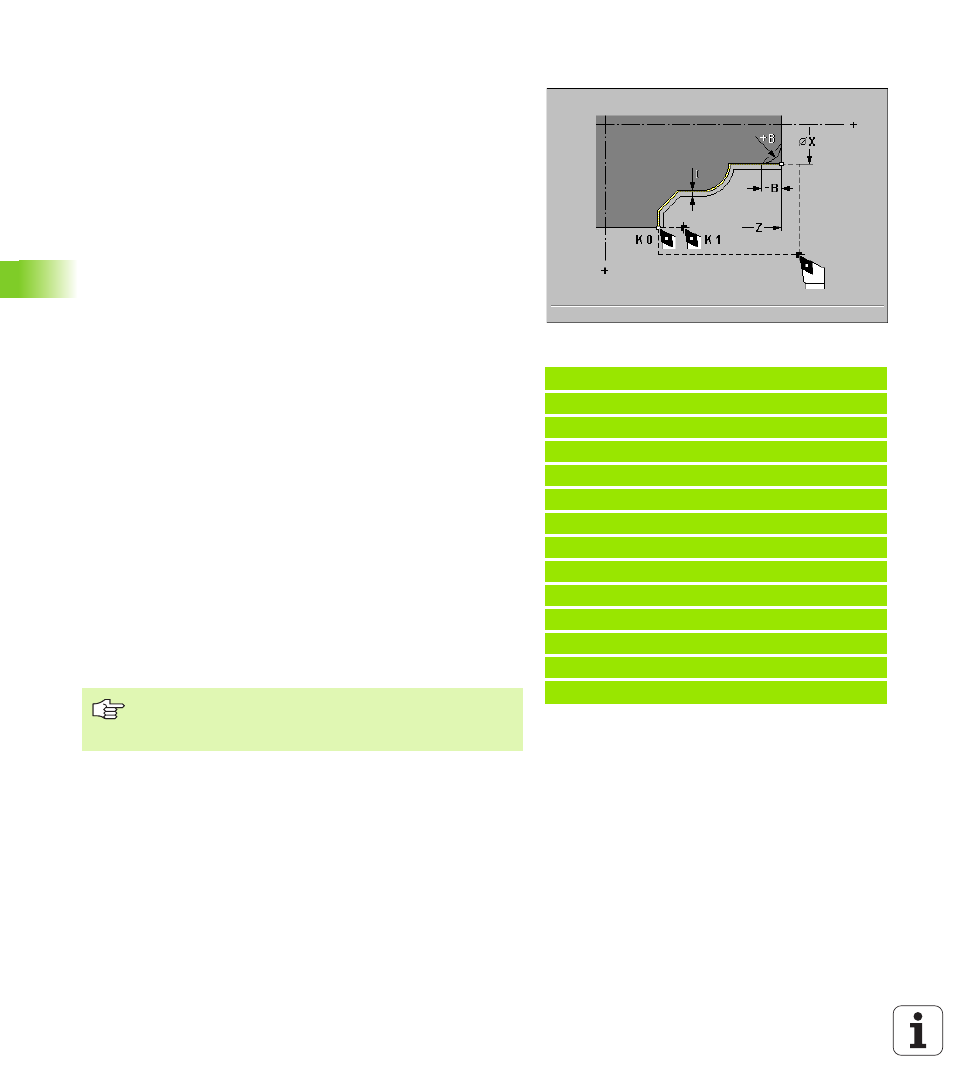
Obróbka wykańczaj ca konturu G89
G89 obrabia na gotowo opisany w nast pnych wierszach fragment
konturu (patrz “Opis konturu“ na stronie 310).
W wierszu NC po G89 zostaje z poleceniem G41/G42 (bez
parametru) aktywowane SRK i określone położenie narz dzia (baza:
kierunek konturu):
G41: narz dzie po prawej stronie konturu
G42: narz dzie po lewej stronie konturu
MANUALplus wył cza SRK przy końcu cyklu. Jeśli operator nie
programuje G41/G42, to SRK nie zostaje aktywowane.
Parametry
B fazka/zaokr glenie na pocz tku fragmentu konturu
B>0: promień zaokr glenia
B<0: szerokość fazki
I naddatek: ekwidystantny naddatek – ujemny naddatek jest
dozwolony
K wznoszenie na końcu – określa pozycj narz dzia po
wykonaniu cyklu:
brak zapisu: powrót do punktu startu cyklu
K=0: narz dzie zatrzymuje si na końcu cyklu
K>0: narz dzie wznosi si o K
J położenie elementu: rozpoczyna fragment konturu z fazki/
zaokr glenia, definiuje J położenie „urojonego elementu
bazowego” (default: 1)
element bazowy:
J=1: element planowy w kierunku +X
J=–1:element planowy w kierunku –X
J=2: element wzdłużny w kierunku +Z
J=–2: element planowy w kierunku –Z
Przykład: G89
%89.nc
[G89]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G89 B 2 I2 K1 J1
N4 G42
N5 G0 X40 Z0
N6 G1 Z 20 B3
N7 G1 X60 B 2
N8 G1 Z 32
N9 G25 H5 W30
N10 G1 X70
N11 G80
KONIEC
Naddatki: G58 naddatek zostaje wliczony, jeśli I w tym
cyklu nie jest podane. Po wykonaniu cyklu naddatek
zostaje usuni ty.