Metryczny iso gwint g35, 15 cykle gwintowania – HEIDENHAIN MANUALplus 4110 Instrukcja Obsługi
Strona 339
HEIDENHAIN MANUALplus 4110
339
6.15 Cykle gwintowania
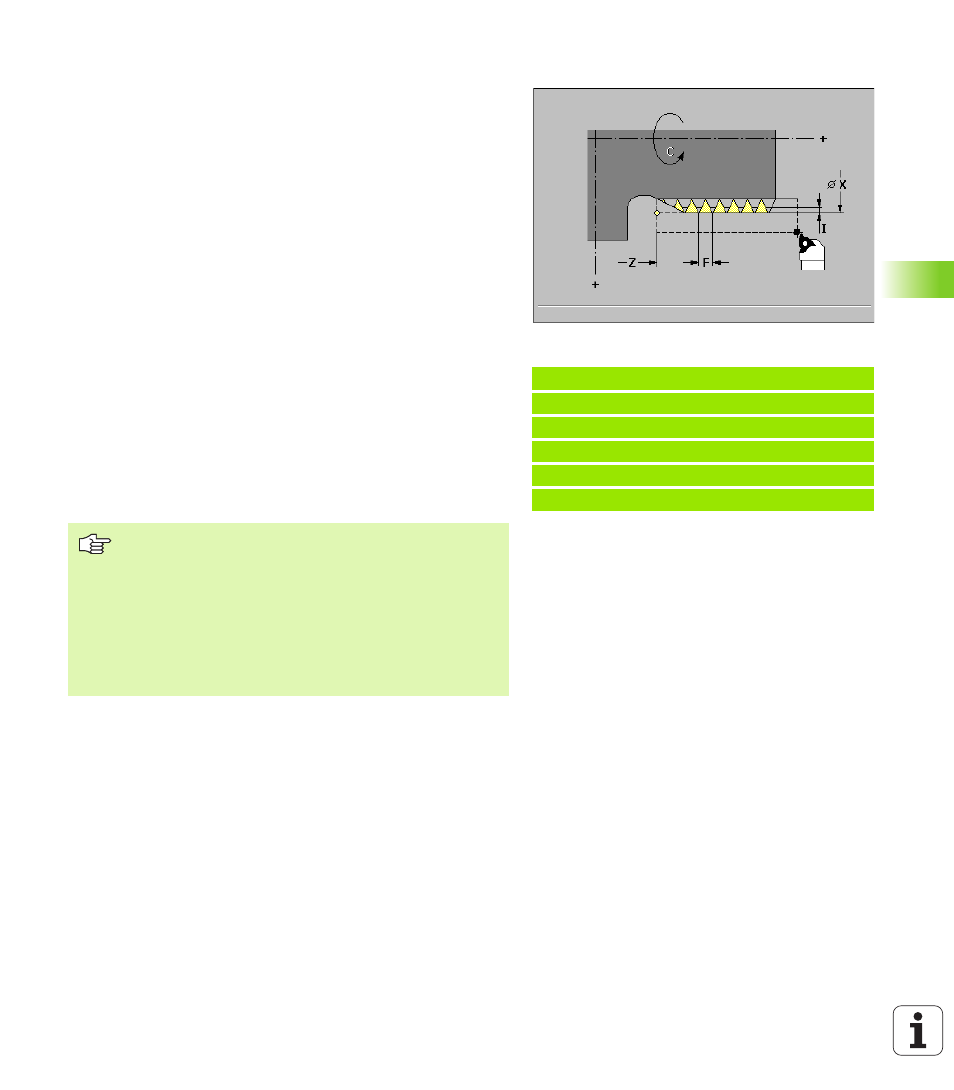
Metryczny ISO gwint G35
G35 wytwarza gwint podłużny (wewn trzny lub zewn trzny). Gwint
rozpoczyna si na aktualnej pozycji narz dzia i kończy w "punkcie
końcowym X, Z".
MANUALplus ustala na podstawie pozycji narz dzia wzgl dem
punktu końcowego gwintu, czy zostaje wytwarzany gwint zewn trzny
czy też wewn trzny.
Parametry
X punkt końcowy gwintu (wymiar średnicy)
Z punkt końcowy gwintu
F skok gwintu – default: zostaje ustalony na podstawie średnicy z
tabeli (patrz “Skok gwintu“ na stronie 524)
I maksymalne wci cie – brak zapisu: I zostaje obliczane ze skoku
gwintu i gł bokości gwintu
Q ilość pustych przejść (default: 0): wykonanych po ostatnim
przejściu
B przejścia końcowe (default: 0)
B=0: podział „ostatniego przejścia” na 1/2 , 1/4 1/8 , 1/8
przejścia.
B=1: bez podziału pozostałego do wykonania skrawania
Wci cia: jeśli U/I daje reszt , to ta „reszta” obowi zuje dla
pierwszego dosuwu. "Ostatnie przejście" zostaje podzielone na
1/2 , 1/4 , 1/8 i 1/8 przejścia.
Przykład: G35
%35.nc
[G35]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z 29 F1.5
KONIEC
„Cykl stop” działa na końcu nacinania gwintu.
Override (narzucanie zmiany) posuwu i wrzeciona nie
działa podczas wykonywania cyklu.
W przypadku gwintów wewn trznych należy zadać
„skok gwintu F”, ponieważ średnica elementu
podłużnego nie jest średnic gwintu. Jeśli korzysta si
z ustalania skoku gwintu przez MANUALplus, należy
liczyć si z niewielkimi odchyleniami.
Sterowanie wst pne jest wł czone