Mechatroniczny konik, Stan pomiaru postprocesowego, Mechatroniczny konik stan pomiaru postprocesowego – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 99: 5 t ryb automatyczny
HEIDENHAIN CNC PILOT 4290
99
3.5 T
ryb automatyczny
Mechatroniczny konik
Przemieszczalne przeciwwrzeciono może być wykorzystywane jako
mechatroniczny konik, jeśli producent maszyn przygotował obrabiarkę
dla tej funkcji.
Jeśli to ma miejsce, to uruchomiamy tryb pinoli przy pomocy punktu
menu "Manual PLC". Warunkiem dla tego jest, iż tryb automatyczny
został zatrzymany z CyklStop lub M0/M01 w programie NC wywołał
cykl-stop.
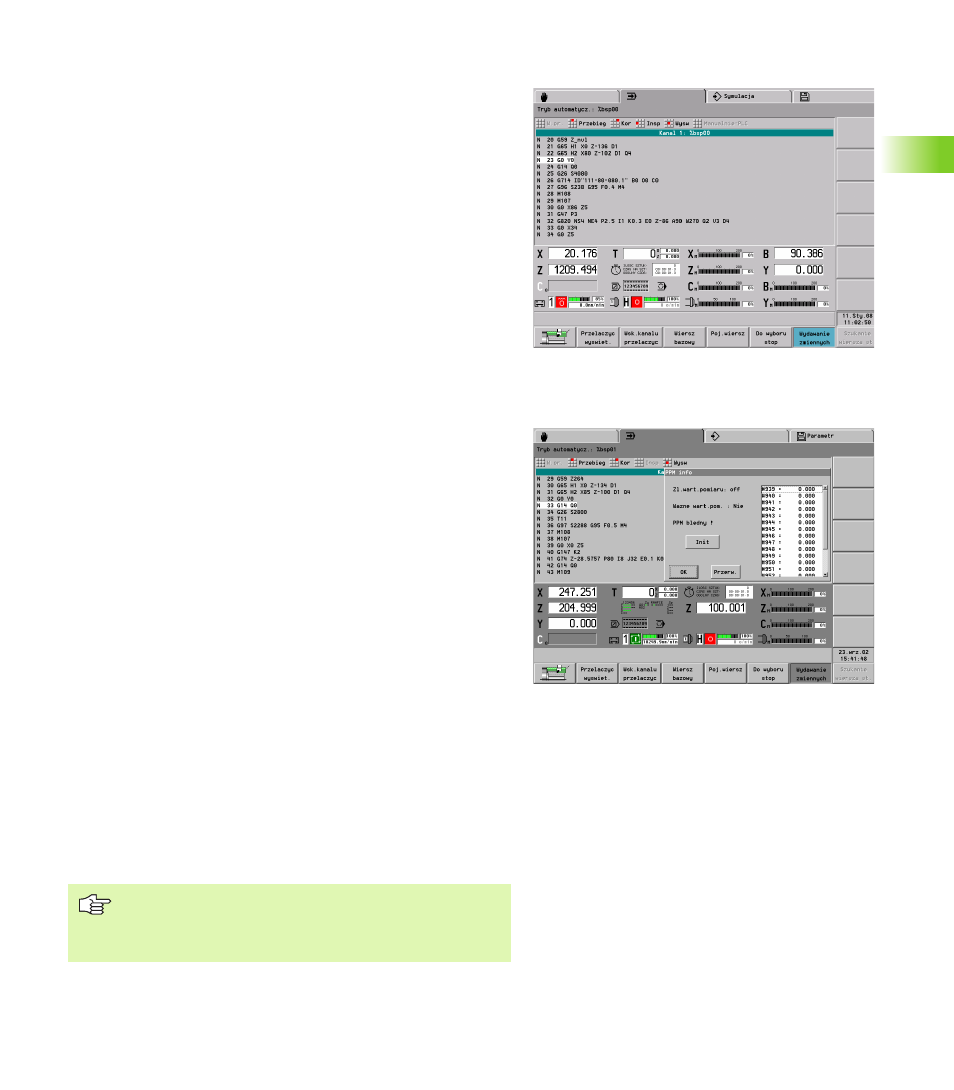
Stan pomiaru postprocesowego
Przy pomiarze postprocesowym obrabiane przedmioty zostają
zmierzone poza tokarką i "wyniki" przeniesione do CNC PILOT. Okno
dialogowe "PPM Info" daje informacje o stanie wartości pomiarowych
i ukazuje przekazane "rezultaty" oraz pozwala na zinicjalizowanie
komunikacji z układem pomiarowym.
Obsługa „pomiaru postprocesowego“:
U
„Wsk(azanie) > PPM stan“ wybrać
U
Okno dialogowe "PPM Info" daje informacje o stanie wartości
pomiarowych i ukazuje przekazane "rezultaty":
U
Po naciśnięciu klawisza „Init“ zostaje zainicjalizowane połączenie do
postprocesowego układu pomiarowego i wyniki pomiaru zostają
usunięte.
Okno dialogowe „PPM Info“:
Sprzęganie wartości pomiarowych (odpowiada parametrowi
sterowania 10)
Off: wyniki pomiaru zostają natychmiast przejęte i nadpisują
dotychczasowe wartości pomiaru.
On: wyniki pomiaru zostają dopiero przejęte, jeśli poprzednie
wartości pomiaru są przetworzone.
Wartości pomiaru ważne: stan wartości pomiaru (po przejęciu
wartości pomiaru z G915 pojawia się stan „nieważne“)
#939: wynik globalny ostatniej operacji pomiaru
#940..956: ostatnie przesłane od układu pomiarowego wyniki
Funkcja pomiar postprocesowy zapisuje przyjmowane
"wyniki" w pamięci buforowej. Okno dialogowe "PPM Info"
przedstawia w #939..956 wartości z pamięci buforowej,
ale nie zmienne.