Obróbka na gotowo konturu g890, 20 cykle toczenia zwi ą zane z przebiegiem konturu – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 234
234
4.20 Cykle toczenia zwi
ą
zane z przebiegiem konturu
Obróbka na gotowo konturu G890
G890 dokonuje obróbki na gotowo opisanego poprzez "NS, NE"
obszaru konturu włącznie z fazkami/zaokrągleniami równolegle do
konturu jednym przejściem na gotowo. Obróbka następuje od „NS do
NE“.
Kody wygaszania dla nacięć i podcięć
Wywołanie
G
Funkcja
Kod D
G22
Pierścień
uszczelniający
nacięcie
512
G22
Pierścień
zabezpieczający
nacięcie
1.024
G23 H0
Ogólne nacięcie
256
G23 H1
Podtoczenie
2.048
G23 H4
Podcięcie forma U
32.768
G23 H5
Podcięcie forma E
65.536
G23 H6
Podcięcie forma F
131.072
G23 H7
Podcięcie forma G
262.744
G23 H8
Podcięcie forma H
524.288
G23 H9
Podcięcie forma K
1.048.576
Proszę dodawać te kody, aby wygasić kilka
elementów.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Parametry
NS
Początkowy numer wiersza (początek fragmentu konturu)
NE
Końcowy numer wiersza (koniec fragmentu konturu)
NE nie zaprogramowane: element konturu NS zostaje
obrabiany w kierunku definicji konturu.
NS=NE zaprogramowane: element konturu NS zostaje
obrabiany w kierunku przeciwnym do definicji konturu.
E
Zachowanie przy wejściu w materiał
E=0: opadające kontury nie zostają obrabiane
E>0: posuw wcięcia
brak danych: opadające kontury obrabiać z
zaprogramowanym posuwem
V
Identyfikator początek/koniec (default: 0)
Fazka/zaokrąglenie zostaje obrabiane:
V=0: na początku i na końcu
V=1: na początku
V=2: na końcu
V=3: bez obróbki
V=4: fazka/zaokrąglenie zostaje obrabiane, nie element
podstawowy (warunek: fragment konturu z jednym
elementem)
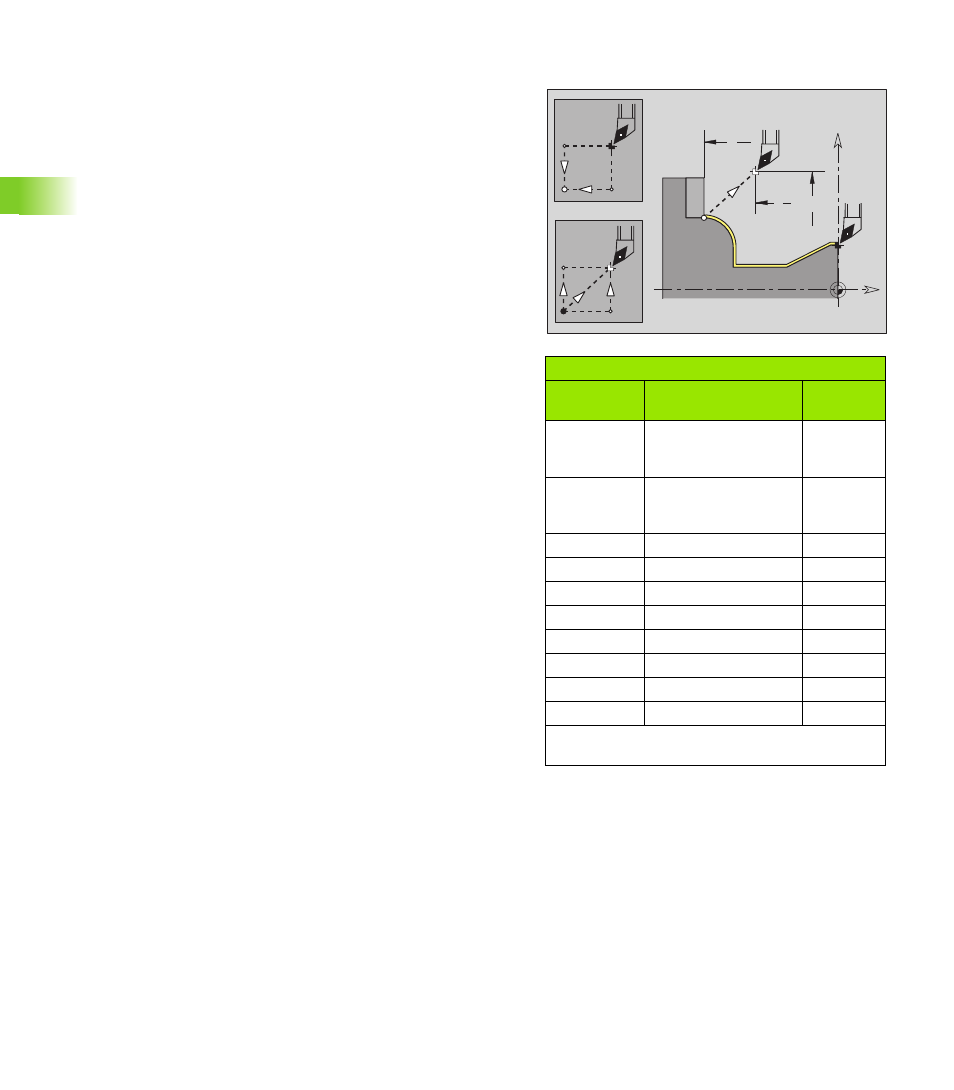
Q
Rodzaj najazdu (standard: 0)
Q=0: automatyczny wybór – CNC PILOT sprawdza:
diagonalny najazd
najpierw kierunek X, potem kierunek Z
równoodlegle wokół przeszkód
Pominięcie pierwszego elementu konturu, jeśli pozycja
startu jest trudno osiągalna
Q=1: najpierw w kierunku X, następnie w kierunku Z
Q=2: najpierw w kierunku Z, potem w kierunku X
Q=3: bez najazdu - narzędzie w pobliżu punktu
początkowego
Q=4: końcowa obróbka na gotowo