13 zbrojenie – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 496
496
6.13 Zbrojenie
Zmiana zamocowania – 1. zamocowanie po
2. zamocowaniu
„Zmiana zamocowania – 1.zamocowanie po 2. zamocowaniu“
rozpoczyna obróbkę drugiego zamocowania.
Proszę zdefiniować najpierw mocowadła. Następnie TURN PLUS
aktywuje program fachowy z parametru obróbki 21. Który program
fachowy zostanie aktywowany, zależy od zapisów "wrzeciono" z „1.
zamocowanie ..“ i „2. zamocowanie ..“ w nagłówku programu i od
zapisu w "kolejności obróbki":
Zapisane różne wrzeciona w „1. zamocowanie ..“ i „2. zamocowanie
..“ (maszyna z przeciwwrzecionem):
Obróbka główna i subobróbka „Zmiana zamocowania – pełna
obróbka“: Zapis w „UP-UMKOMPL“ (przekazanie do
przeciwwrzeciona)
Obróbka główna i subobróbka „Obcinanie – pełna obróbka“: Zapis
w „UP-UMKOMPLA“ (obcinanie i przekazanie do
przeciwwrzeciona)
Te same wrzeciona w „1. zamocowanie ..“ i „2. zamocowanie ..“
(pełna obróbka na maszynie z wrzecionem):
Obróbka główna i subobróbka „Zmiana zamocowania – pełna
obróbka“: Zapis w „UP-UMHAND“ (manualna zmiana
zamocowania)
Obróbka główna i subobróbka „Obcinanie – pełna obróbka“: Zapis
w „UP-ABHAND“ (obcinanie i manualna zmiana zamocowania)
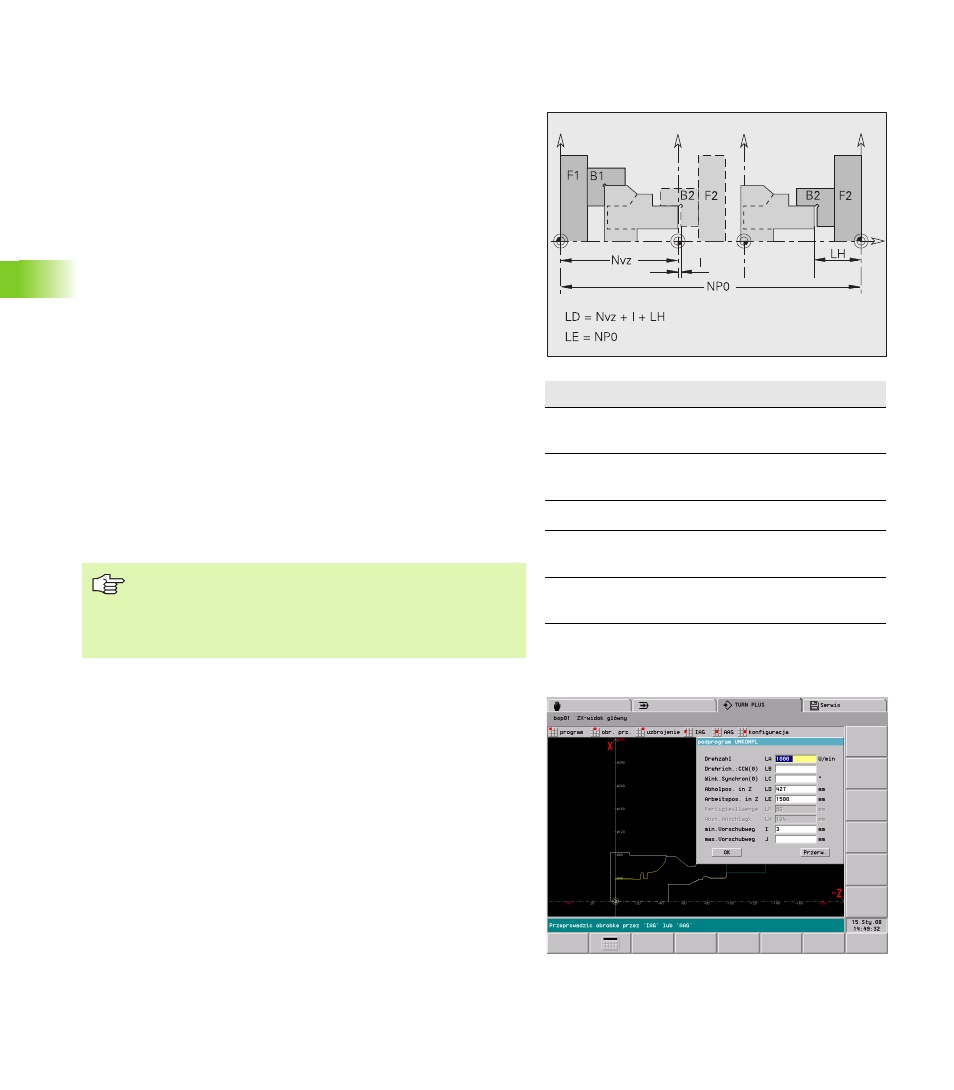
Ilustracja objaśnia parametry, które mają znacznie przy
przekazywaniu przedmiotu na przeciwwrzeciono.
Program fachowy „UMKOMPL“
Zapisany w „UP-UMKOMPL“ (parametr obróbki 21) program fachowy
przekazuje przedmiot do przeciwwrzeciona.
TURN PLUS zapisuje ustalone parametry jako wartości proponowane.
Proszę sprawdzić i uzupełnić te wpisy.
Oznaczenia
F1/B1 Uchwyt/szczęki mocujące wrzeciono
główne
F2/B2 Uchwyt/szczęki mocujące
przeciwwrzeciono
Nvz
Przesunięcie punktu zerowego (G59, .....
I
Odstęp bezpieczeństwa zewnątrz
(parametr obróbki 2)
NP0
Offset punktu zerowego (np. MP 1164 dla
osi Z $1)
Proszę traktować następujące programy fachowe jako
przykład. Programy fachowe zostają oddawane do
dyspozycji przez producenta maszyn. Znaczenie
parametrów i przebieg programu można zaczerpnąć w
instrukcji obsługi maszyny.
Parametry (przykład)
LA
Prędkość obrotowa przy przekazie części
LB
Kierunek obrotu wrzeciona
0: CCW
1: CW
LC
Synchroniczna prędkość obrotowa lub kąt
0: bieg synchroniczny kąta bez przesunięcia kąta
>0: synchroniczny bieg kąta z zadanym przesunięciem kąta
<0: synchroniczna prędkość obrotowa