Gwintowanie g36, 23 cykle wiercenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 256
256
4.23 Cykle wiercenia
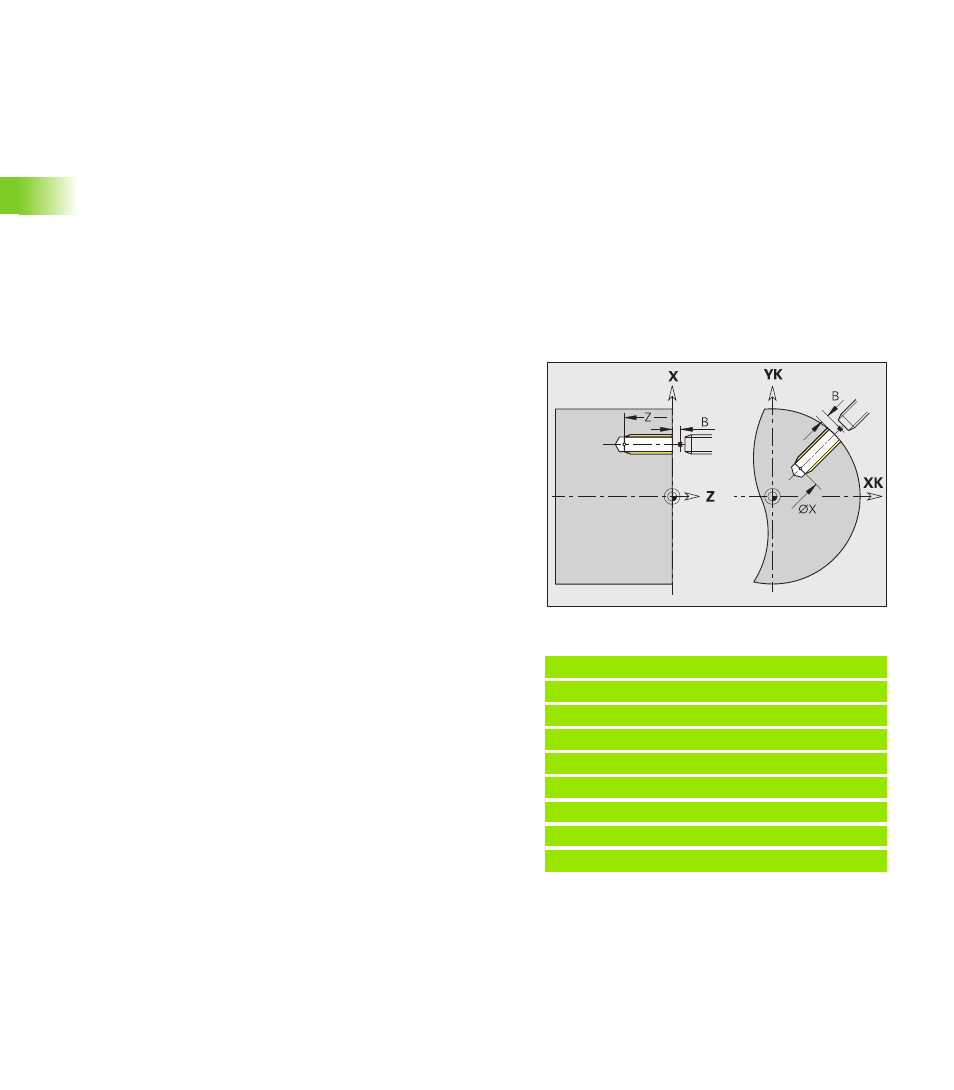
Gwintowanie G36
G36 nacina osiowe/radialne gwinty nienapędzanymi i napędzanymi
narzędziami. G36 decyduje na podstawie "X/Z", czy ma zostać
wytworzone radialne czy osiowe wiercenie.
Proszę najechać przed G36 punkt startu. G36 powraca po
gwintowaniu do punktu startu.
Przebieg cyklu
1 Przemieszcza się na biegu szybkim na „punkt startu“:
K nie zaprogramowane: powrót do "punktu startu"
K zaprogramowane: przejazd na pozycję "K" a następnie na
"punkt startu"
2 przemieszcza z posuwem "długości dobiegu B" (synchronizacja
wrzeciona i napędu posuwu).
3 Nacina gwint.
4 Powraca z "prędkością obrotową powrotu S":
K nie zaprogramowane: powrót do "punktu startu"
K zaprogramowane: powrót na pozycję "K"
Przykład: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0 [gwintowanie]
. . .
Parametry
X
Punkt końcowy osiowego odwiertu (wymiar średnicy)
Z
Punkt końcowy radialnego odwiertu
F
Posuw na jeden obrót: skok gwintu
Q
Numer wrzeciona (default: 0 - wrzeciono główne)
B
Długość dobiegu dla synchronizacji wrzeciona i napędu
posuwu
H
Kierunek bazowy dla skoku gwintu (default: 0)
H=0: posuw na osi Z
H=1: posuw na osi X
H=2: posuw na osi Y
H=3: posuw na trajektorii
S
Prędkość obrotowa powrotu (default: prędkość obrotowa
gwintownika)