Tryb inspekcyjny, 5 t ryb automatyczny – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 92
92
3.5 T
ryb automatyczny
Tryb inspekcyjny
Dla trybu inspekcyjnego należy przerwać przebieg programu, można
sprawdzić ewentualnie skorygować "aktywne narzędzie" lub zmienić
ostrze. Program NC można kontynuować z punktu przerwania.
Jeśli narzędzie „odsuwamy“, to CNC PILOT zapamiętuje pierwszych
pięć ruchów przemieszczenia. Każda zmiana kierunku odpowiada
jednemu odcinkowi przemieszenia.
Cykl inspekcyjny zostaje przeprowadzony następującymi etapami:
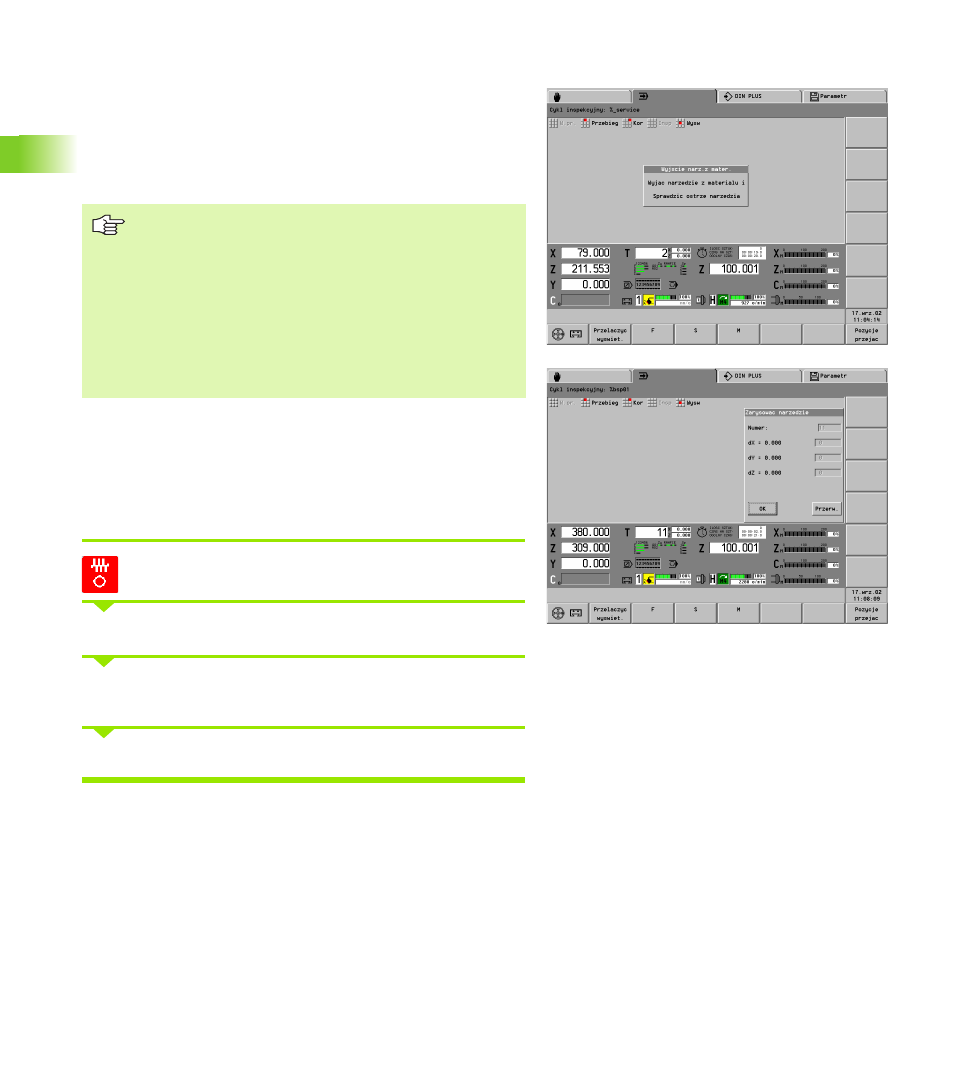
1 Przerwanie programu i „wysunięcie narzędzia z materiału“.
2 Sprawdzenie narzędzie, w razie potrzeby zmiana ostrza.
3 Powrót narzędzia
1. Tryb inspekcyjny – wysunięcie narzędzia z materiału
Przerwanie przebiegu programu
„INSP(ekcja)“ wybrać
Dokonać przemieszczenia narzędzia przy pomocy klawiszy
kierunkowych.
W razie potrzeby odchylić rewolwer.
Wskazówki dotyczące trybu inspekcyjnego:
Podczas operacji inspekcji można nachylić rewolwer,
nacisnąć klawisze wrzeciona itd. Program powrotu
montuje "właściwe" narzędzie.
Proszę tak wybrać wartości korekcji przy zmianie ostrza,
aby narzędzie zatrzymało się przed punktem przerwania
odpracowywania.
Operator może w stanie cykl-stop przerwać cykl
inspekcyjny klawiszem ESC lub przejść do „obsługi
ręcznej“.