25 obróbka strony czo łowej/tylnej – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 264
264
4.25 Obróbka strony czo
łowej/tylnej
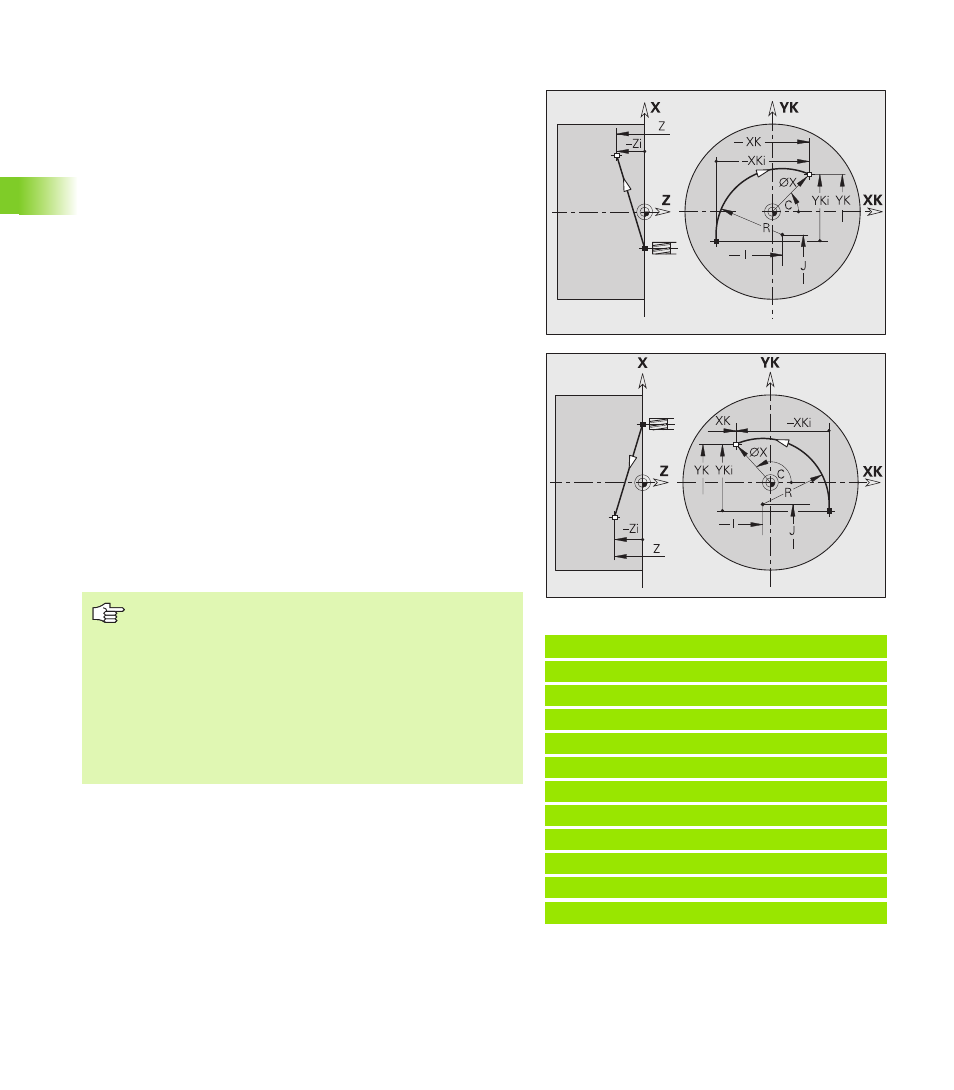
Łuk kołowy strona czołowa/tylna G102/G103
G102/G103 przemieszcza kołowo z posuwem do "punktu
końcowego". Kierunek toczenia proszę zaczerpnąć z rysunku
pomocniczego.
Poprzez programowanie "H=2 lub H=3" można wytwarzać liniowe
rowki wpustowe o okrągłym dnie. Definiujemy środek okręgu przy:
H=2: z I i K
H=3: z J i K
Przykład: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50 [łuk kołowy]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Parametry
X
Punkt końcowy (wymiar średnicy)
C
Kąt końcowy – kierunek kąta: patrz rysunek pomocniczy
XK
Punkt końcowy (kartezjańskie współrzędne)
YK
Punkt końcowy (kartezjańskie współrzędne)
R
Promień
I
Srodek (kartezjański)
K
Srodek (kartezjański)
Z
Punkt końcowy (default: aktualna pozycja Z)
H
Płaszczyzna okręgu (płaszczyzna obróbki) – (default: 0)
H=0, 1: obróbka na płaszczyźnie XY (powierzchnia
czołowa)
H=2: obróbka na płaszczyźnie YZ
H=3: obróbka na płaszczyźnie XZ
K
Punkt środkowy przy H=2, 3 (kierunek Z)
Programowanie:
X, C, XK, YK, Z: absolutnie, przyrostowo lub
samozachowawczo
I, J, K: absolutnie lub przyrostowo
Albo X–C lub XK–YK programować
Albo „punkt środkowy“ lub „promień” programować
Dla „promienia": tylko łuki kołowe <= 180° możliwe
Punkt końcowy w początku układu współrzędnych:
XK=0 i YK=0 zaprogramować