Okrawanie (g840), Patrz “okrawanie (g840)” na stroni 540 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 540
540
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
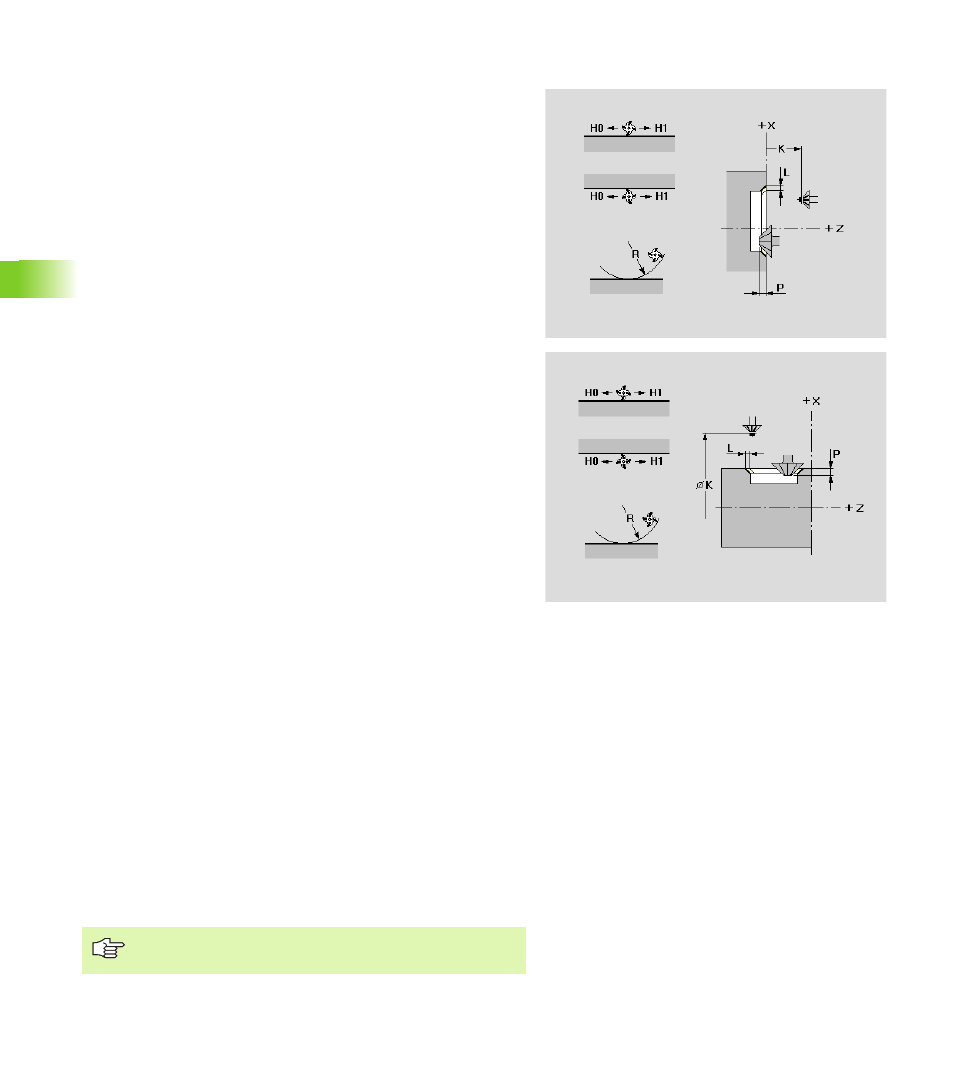
Okrawanie (G840)
IAG generuje dla wybranych otwartych lub zamkniętych konturów cykl
G840 z następującymi parametrami.
Parametry
K
Płaszczyzna powrotu (standard: z powrotem na pozycję startu)
Strona czołowa/tylna: pozycja w kierunku Z
Powierzchnia boczna: pozycja w kierunku X (wymiar
średnicy)
Q
Miejsce frezowania
Q=0: punkt środkowy freza na konturze
dla zamkniętych konturów:
Q=1: frezowanie wewnętrzne
Q=2: frezowanie zewnętrzne
dla otwartych konturów:
Q=1: na lewo od konturu (baza: w kierunku obróbki)
Q=2: na prawo od konturu (baza: w kierunku obróbki)
H
Kierunek frezowania
H=0: przeciwbieżnie
H=1: współbieżnie
R
Promień wejścia
R=0: bezpośredni najazd elementu konturu
R>0: promień wejścia/wyjścia, przylegający tangencjalnie do
konturu
R<0 dla naroży wewnętrznych: promień wejścia/wyjścia,
przylegający tangencjalnie do konturu
R<0 dla naroży zewnętrznych: element konturu zostaje
tangencjalnie najechany/opuszczony
P
Głębokość frezowania – głębokość wcięcia narzędzia (default:
szerokość fazki (z „atrybut obróbki - okrawanie“) + 1 mm)
L
Naddatek
Naddatek „przesuwa“ kontur zależnie od „miejsca frezowania
Q“ (generuje „naddatek G58“ przed cyklem frezowania):
Q=0: naddatek jest ignorowany
dla zamkniętych konturów:
Q=1: zmniejsza kontur
Q=2: zwiększa kontur
dla otwartych konturów:
Q=1: przesunięcie w lewo
Q=2: przesunięcie w prawo
Okrawanie: szerokość fazki zostaje definiowana jako
atrybut obróbki.