27 cykle frezowania – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 274
274
4.27 Cykle frezowania
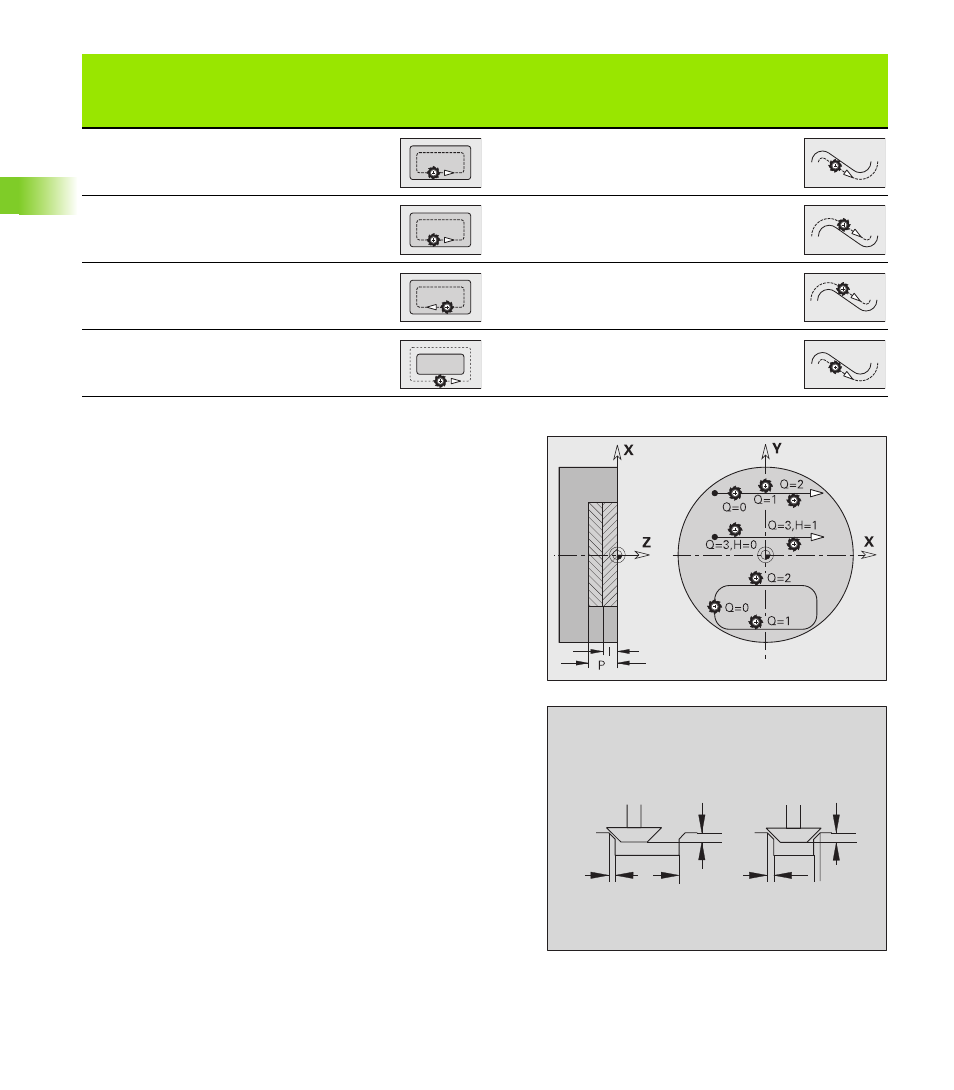
G840 – usuwanie zadziorów
G840 usuwa zadziory, jeśli zaprogramowano "szerokość fazki B". Jeśli
istnieją przecinania się, to "Q" definiuje czy pierwszy obszar (od punktu
startu) lub czy cały kontur jest obrabiany. Proszę programować tylko
ukazane w poniższej tabeli parametry.
wewnątrz
przeciwbież-
nie (H=0)
Mx04
w
lewo
w prawo
(Q=3)
przeciwbież-
nie (H=0)
Mx03
w
prawo
wewnątrz
współbież-
nie (H=1)
Mx03
w
lewo
w lewo
(Q=3)
przeciwbież-
nie (H=0)
Mx04
w lewo
wewnątrz
współbież-
nie (H=1)
Mx04
w
prawo
w lewo
(Q=3)
współbież-
nie (H=1)
Mx03
w lewo
zewnątrz
(Q=2)
przeciwbież-
nie (H=0)
Mx03
w
prawo
w prawo
(Q=3)
współbież-
nie (H=1)
Mx04
w
prawo
Frezowanie konturu G840
Typ
cyklu
Kierunek
frezowania
Kierunek
obrotu
narzędzia
FRK
Wykonanie
Typ
cyklu
Kierunek
frezowania
Kierunek
obrotu
narzędzia
FRK
Wykonanie
B
P
J
B
P
1
2
Parametry – usuwanie zadziorów
Q
Typ cyklu (= miejsce frezowania)
Otwarte kontury
Q=0: punkt środkowy freza na konturze. „Q0“ okrawa
rowek poprzez jednorazowe przejście uprzednio
wyfrezowanego otwartego lub zamkniętego konturu.
Q=1: obróbka z lewej konturu. Przy przecinaniu się G840
uwzględnia tylko pierwszy obszar konturu.
Q=2: obróbka z prawej konturu. Przy przecinaniu się
G840 uwzględnia tylko pierwszy obszar konturu.
Q=3: zależny od "H" i kierunek obrotu freza określają
kierunek, w którym następuje frezowanie (patrz “G840 –
frezowanie” na stroni 270). Przy przecinaniu się G840
uwzględnia tylko pierwszy obszar konturu.
Q=4: obróbka z lewej konturu. Przy przecinaniu się G840
uwzględnia cały kontur.
Q=5: obróbka z prawej konturu. Przy przecinaniu się
G840 uwzględnia cały kontur.
Zamknięte kontury
Q=0: punkt środkowy freza na konturze
Q=1: frezowanie wewnętrzne
Q=2: frezowanie zewnętrzne