Oznaczenia osi i układ współrzędnych, Punkty odniesienia maszyny (bazy), 4 podst awy – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 40
40
1.4 Podst
awy
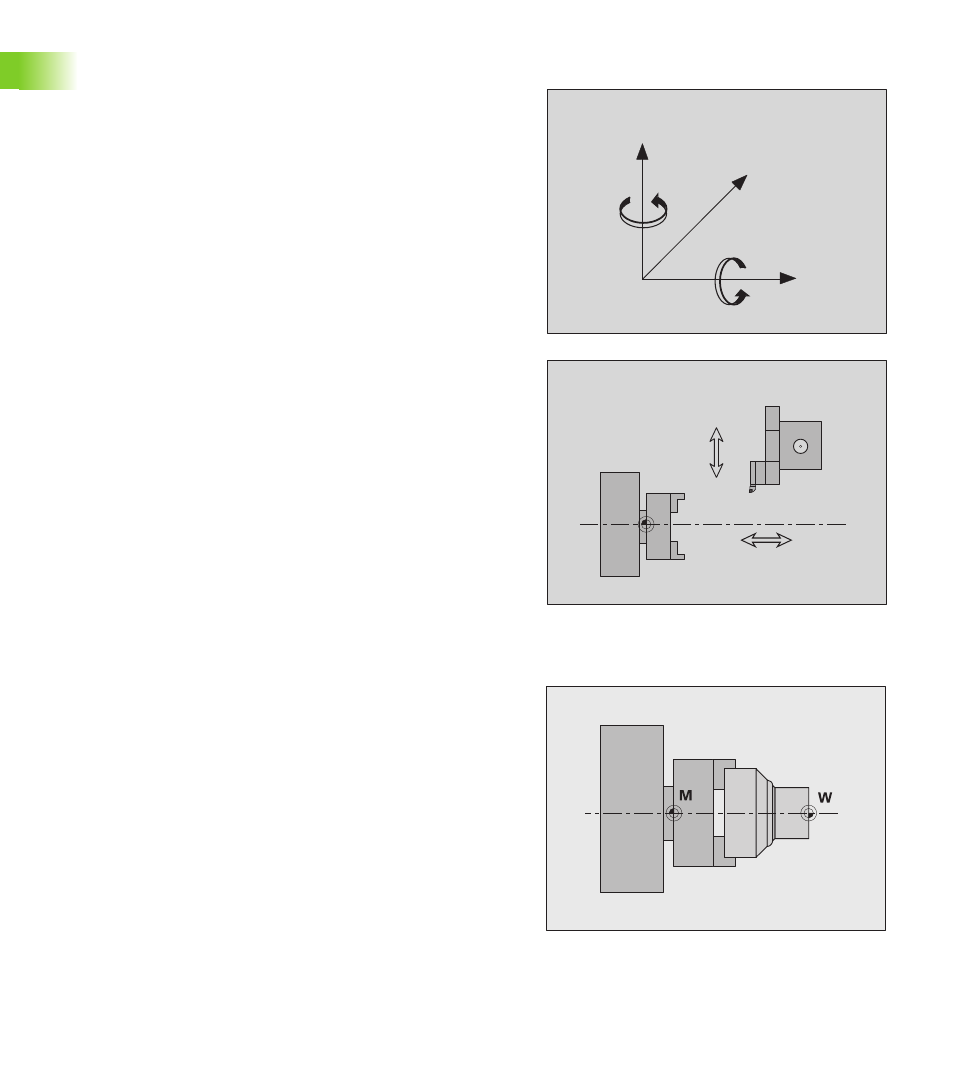
Oznaczenia osi i układ współrzędnych
Układ współrzędnych
Znaczenie współrzędnych X, Y, Z, B, C jest określone w DIN 66 217.
Dane współrzędnych osi głównych X, Y i Z odnoszą się do punktu
zerowego obrabianego przedmiotu. Dane kątowe osi obrotu B i C
odnoszą się do punktu zerowego odpowiedniej osi obrotu.
Na tokarkach przemieszczenia osi C są wykonywane poprzez obrót
przedmiotu a przemieszczenia osi B poprzez nachylenie narzędzia
(głowicy).
Oznaczenia osi
Suport poprzeczny zostaje oznaczany jako oś X a suport łoża jako
oś Z.
Wszystkie wyświetlane i wprowadzane wartości X zostają rozumiane
jako średnica . W TURN PLUS ustala się, czy wartości X mają
obowiązywać jako średnica czy też jako wartości promienia.
Tokarki z osią Y: oś Y leży prostopadle do osi X i osi Z (układ
prostokątny).
Dla przemieszczeń obowiązuje zasada:
Przemieszczenia w + kierunku prowadzą od obrabianego
przedmiotu
Przemieszczenia w – kierunku prowadzą w kierunku do
obrabianego przedmiotu.
Punkty odniesienia maszyny (bazy)
Punkt zerowy maszyny
Punkt przecięcia osi X z osią Z zostaje nazywany punktem zerowym
maszyny . Na tokarce jest to z reguły punkt przecięcia osi wrzeciona i
płaszczyzny wrzeciona. Literą oznaczenia jest „M“.
Punkt zerowy obrabianego przedmiotu
Dla obróbki przedmiotu prościej jet, tak naznaczyć punkt odniesienia
na obrabianym przedmiocie, jak wymiarowany jest rysunek techniczny
przedmiotu. Ten punkt zostaje nazywany "punktem zerowym
obrabianego przedmiotu". Literą oznaczenia jest „W“.
+Y
+X
+Z
+C
+B
M
Z
Z+
Y+
X
X+