Prosty cykl gwintowania g32, Iu (patrz, 22 cykle gwintowania – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 248
248
4.22 Cykle gwintowania
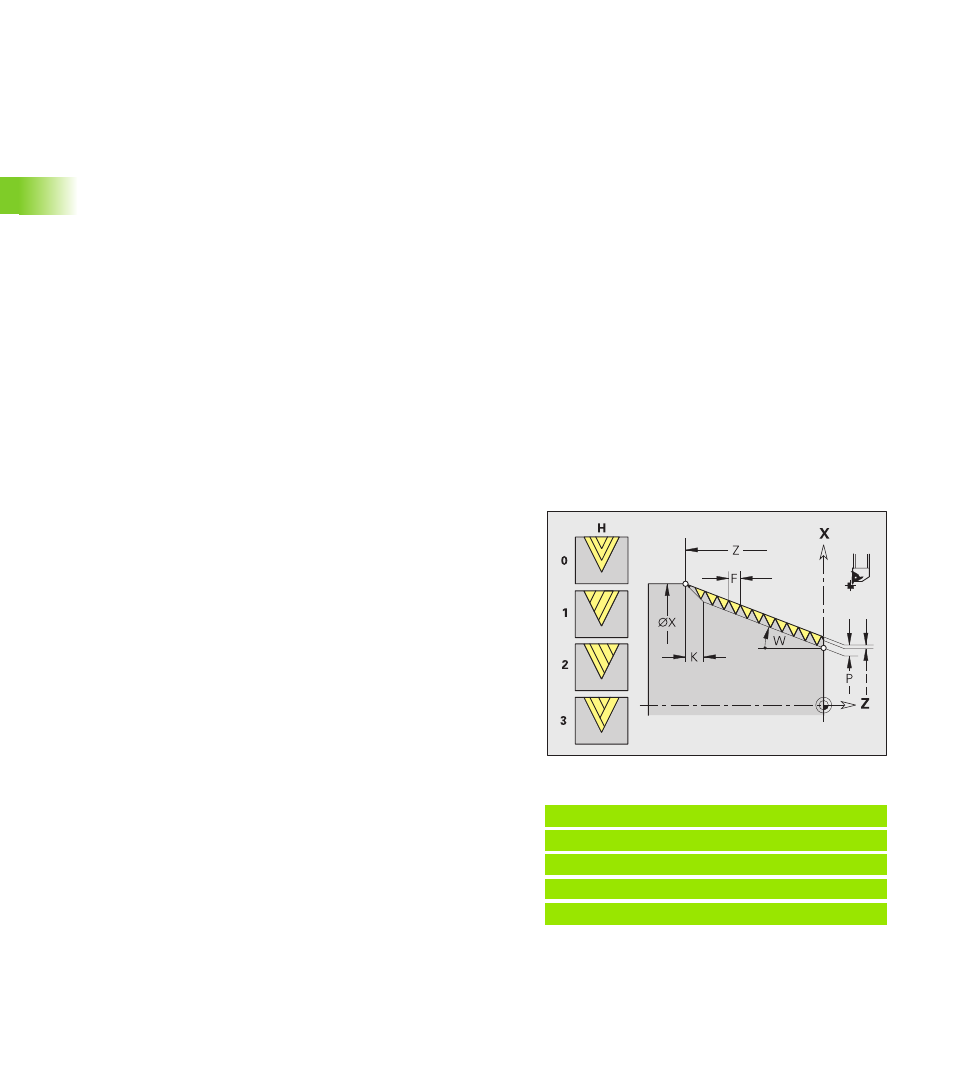
Prosty cykl gwintowania G32
G32 wytwarza prosty gwint w dowolnym kierunku i położeniu (gwinty
wzdłużne, stożkowe lub planowe; gwinty wewnętrzne lub zewnętrzne).
Przebieg cyklu
1 oblicza rozdzielenie skrawania.
2 powraca diagonalnie do osi na biegu szybkim do "wewnętrznego
punktu startu". Ten punkt leży o "długość dobiegu B" przed
"punktem startu gwintu". Przy „H=1“ (lub 2, 3) aktualne
przesunięcie zostaje uwzględnione przy obliczaniu
"wewnętrznego punktu startu".
"Wewnętrzny punkt startu" zostaje obliczony na bazie
wierzchołka ostrza narzędzia.
3 Przyśpiesza na prędkość posuwu (odcinek "B").
4 przeprowadza nacięcie gwintu.
5 wyhamowuje (odcinek "P").
6 Podnosi na odstęp bezpieczeństwa, powraca na biegu szybkim i
dosuwa dla następnego przejścia. W przypadku kilkuzwojowych
gwintów każdy skok gwintu zostaje nacinany z tą samą
głębokością skrawania, zanim dokona się ponownego dosuwu.
7 powtarza 3..00.6 aż gwint zostanie wykonany.
8 przeprowadza puste przejścia.
9 powraca do "wewnętrznego punktu startu".
Przykład: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2 [gwint]
. . .
Parametry
X
Punkt końcowy gwintu (wymiar średnicy)
Z
Punkt końcowy gwintu
F
Skok gwintu
P
Głębokość gwintu
I
Maksymalna głębokość skrawania
B
Pozostałe przejścia (standard: 0)
B=0: podział „ostatniego przejścia” na 1/2-, 1/4- 1/8- i 1/8-
przejścia.
B=1: bez podziału pozostałego do wykonania skrawania
Q
Liczba pustych przejść po ostatnim skrawaniu (dla
zredukowania nacisku skrawania w dnie gwintu) - (default: 0)
K
Długość wybiegu na końcu gwintu (default: 0)
W
Kąt stożkowy (–45° < W < 45°) – (default: 0)
Położenie gwintu stożkowego w odniesieniu do osi wzdłużnej
i poprzecznej:
W>0: wznoszące się kontury (w kierunku obróbki)
W<0: opadające kontury