Przesunięcie punktu zerowego g51, 16 przesuni ę cia punktu zerowego – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 204
204
4.16 Przesuni
ę
cia punktu zerowego
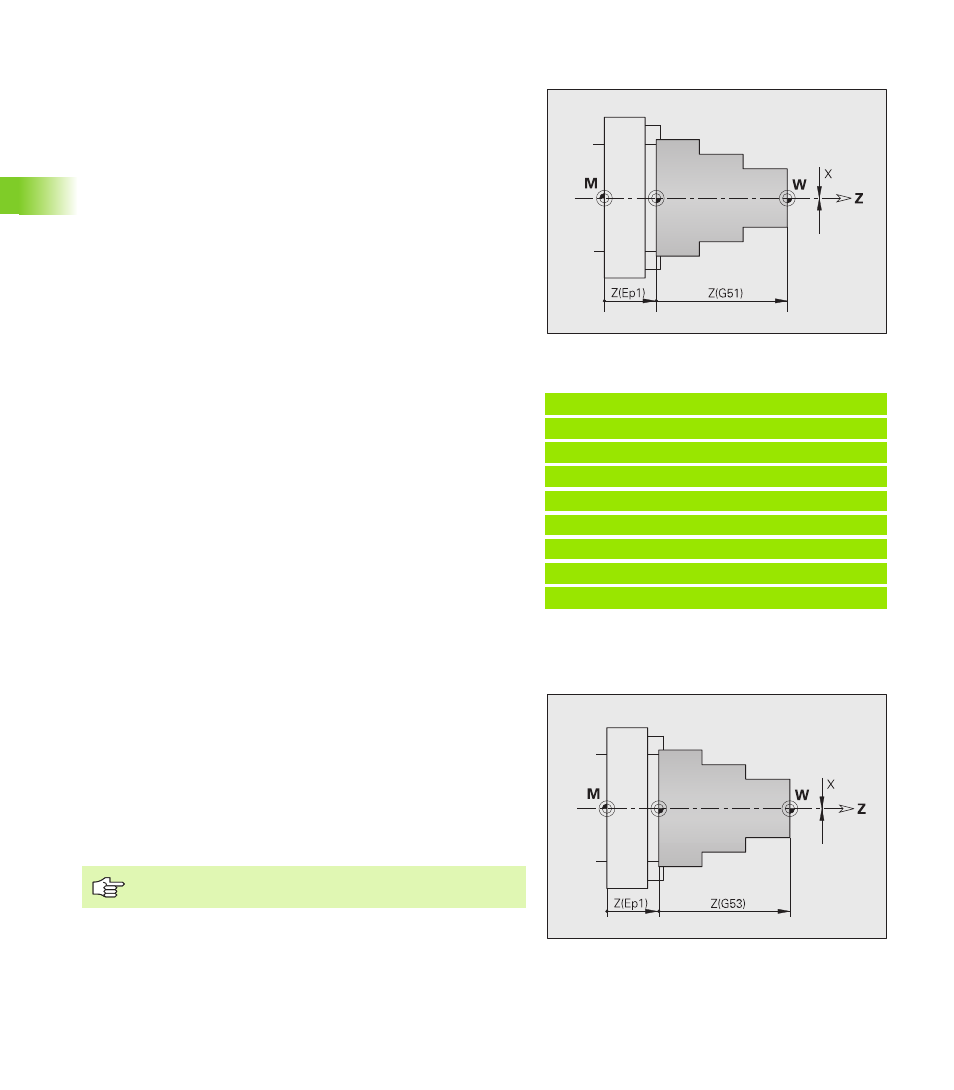
Przesunięcie punktu zerowego G51
G51 przesuwa punkt zerowy obrabianego przedmiotu o „Z” (lub „X”).
Przesunięcie odnosi się do zdefiniowanego w trybie nastawienia
punktu zerowego obrabianego przedmiotu.
Nawet jeśli programujemy kilkakrotnie G51, to punktem odniesienia
pozostaje zdefiniowany w trybie nastawiania punkt zerowy
obrabianego przedmiotu.
Przesunięcie punktu zerowego jest ważne do końca programu, albo
jeśli zostanie ono anulowane poprzez inne przesunięcia punktu
zerowego.
Zależne od parametrów przesunięcie punktu
zerowego G53, G54, G55
G53..G55 przesuwa punkt zerowy przedmiotu o zdefiniowaną w
parametrach nastawienia 3, 4, 5 wartość. Przesunięcie odnosi się do
zdefiniowanego w trybie nastawienia punktu zerowego obrabianego
przedmiotu.
Nawet jeśli programujemy G53, G54, G55 kilkakrotnie, to punktem
odniesienia pozostaje zdefiniowany w trybie nastawiania punkt zerowy
obrabianego przedmiotu.
Przesunięcie punktu zerowego obowiązuje do końca programu albo aż
zostanie ono anulowane przez inne przesunięcia punktu zerowego.
Parametry
X
Przesunięcie (wymiar promienia)
Z
Przesuniecie
Przykład: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28 [przesunięcie punktu zerowego]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56 [przesunięcie punktu zerowego]
. . .
Przesunięcie w X zostaje podane jako wymiar promienia.