Cykl podcięcia g85, 21 proste cykle toczenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 241
HEIDENHAIN CNC PILOT 4290
241
4.21 Proste cykle toczenia
Cykl podcięcia G85
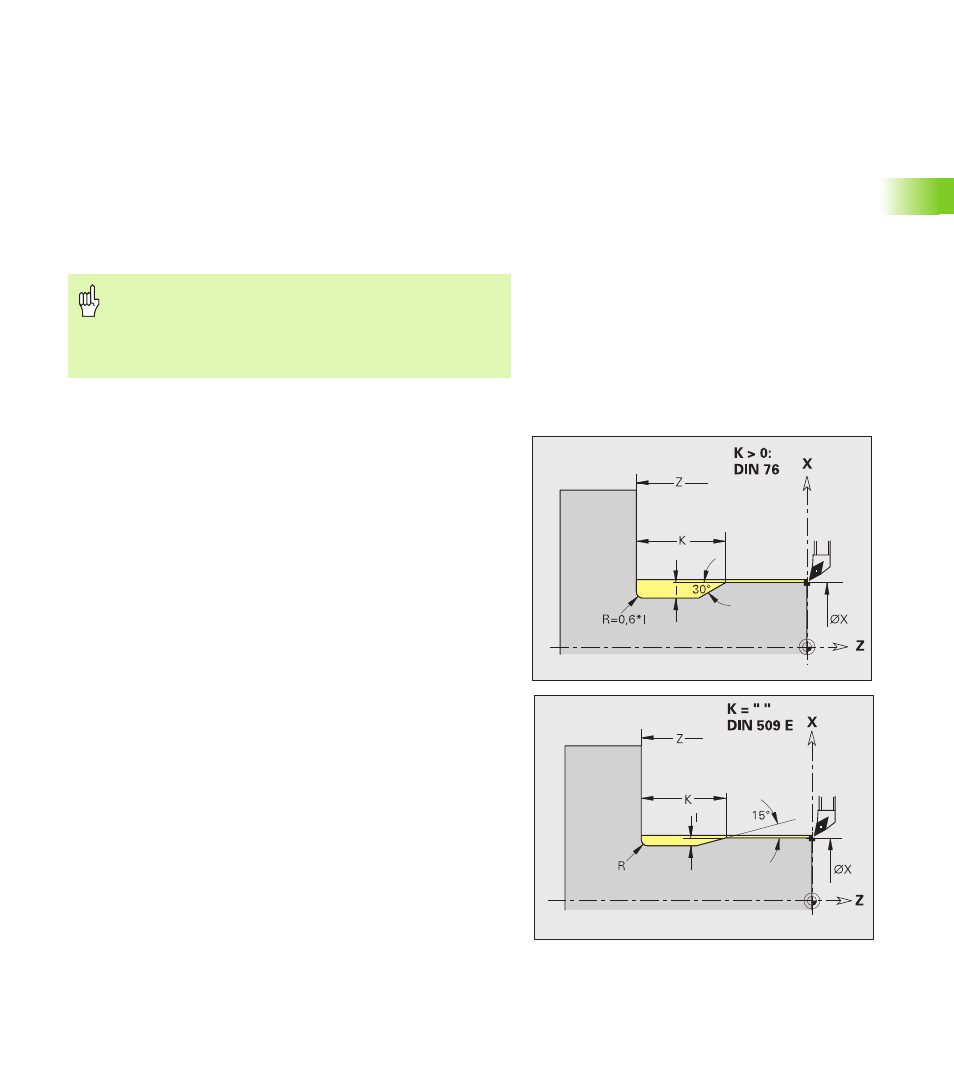
G85 wytwarza podcięcia zgodnie z DIN 509 E, DIN 509 F i DIN 76
(swobodne nacinanie gwintów). CNC PILOT decyduje o typie
podcięcia na podstawie "K".
G85 obrabia wysunięty cylinder, jeśli narzędzie zostaje
wypozycjonowane na średnicy cylindra X "przed" cylindrem.
Zaokrąglenia podcięcia gwintu zostają wykonywanye z promieniem
0,6 * I.
Przebieg cyklu
1 rozpoczyna się obróbka cyklu od pozycji narzędzia.
2 dosuwa o zdefiniowaną w "I, K" wielkość
3 przeprowadza zdefiniowane w następnych wierszach zabiegi
obróbkowe, przy czym odstęp pozycji narzędzia do punktu startu
konturu zostaje przyjęty jako "naddatek"
4 powraca diagonalnie.
5 powtarza 2...4, aż zostanie osiągnięty "punkt docelowy konturu".
6 powraca do punktu startu cyklu.
Uwaga niebezpieczeństwo kolizji!
Po każdym przejściu narzędzie powraca diagonalnie, aby
dokonać dosuwu dla następnego przejścia. Proszę
zaprogramować, jeśli to konieczne, dodatkowy bieg
szybki, aby uniknąć kolizji.
Parametry
X
Punkt docelowy (wymiar średnicy)
Z
Punkt docelowy
I
Głębokość (wymiar promienia)
DIN 509 E, F: naddatek szlifowania (default: 0)
DIN 76: głębokość podcięcia
K
Szerokość podcięcia i typ podcięcia
K brak zapisu: DIN 509 E
K=0: DIN 509 F
K>0: szerokość podcięcia dla DIN 76
E
zredukowany posuw dla wytwarzania podcięcia (default:
aktywny posuw)
patrz następująca tabela